

¿Por qué el H₂S en cerveza no se corrige al final, se previene al inicio?
La producción de H₂S (aroma a huevo podrido) durante la fermentación cervecera se trata de un fenómeno temprano, que depende del tipo de cepa y del metabolismo global de la misma. El trabajo de Duan et al. (2004) mostró que el flujo por la vía de asimilación del azufre responde de manera no lineal al FAN (nitrógeno amino libre). Es decir, a bajo nitrógeno se favorece la liberación de H₂S, mientras que a niveles más altos el metabolismo se desplaza hacia sulfito y otros compuestos. Por lo tanto, no existe una relación simple de que a más FAN habría menos H₂S. Lo estudiado por Duan (2004) se ve reforzado por un estudio mucho más reciente de Hou et al. (2023), que analizó la producción de H₂S en las primeras 12 horas de fermentación en distintas cepas de Saccharomyces cerevisiae. El resultado que se observó es que existe una gran variabilidad según la cepa en la producción temprana de H₂S. Además, ese H₂S temprano se correlaciona directamente con la formación de otros compuestos sulfurados volátiles (ej. DMDS). Esto implica que limitar el H₂S no solo reduce el off flavor a huevo podrido, sino que previene cascadas químicas posteriores. En conjunto, ambos trabajos coinciden en que el hecho de controlar H₂S en cerveza requiere selección de cepas de bajo H₂S temprano, manejo fino del FAN (no solo cantidad, sino timing y composición) y evitar estrés metabólico en la fase inicial de fermentación. La prevención empieza en las primeras horas, no en la corrección tardía. W. Duan y cols., A Parallel Analysis of H2S and SO2 Formation by Brewing Yeast in Response to Sulfur-Containing Amino Acids and Ammonium Ions, 2004. R. Hou y cols., Hydrogen sulfide production during early yeast fermenta tion correla tes with vola tile sulfur compound biogenesis but not thiol reléase, 2023. Para mayor información nos podes contactar a cursos@capacitacioneselmolino.com
¿Por qué la cerveza 0.0% se percibe más maltosa y menos frutal?
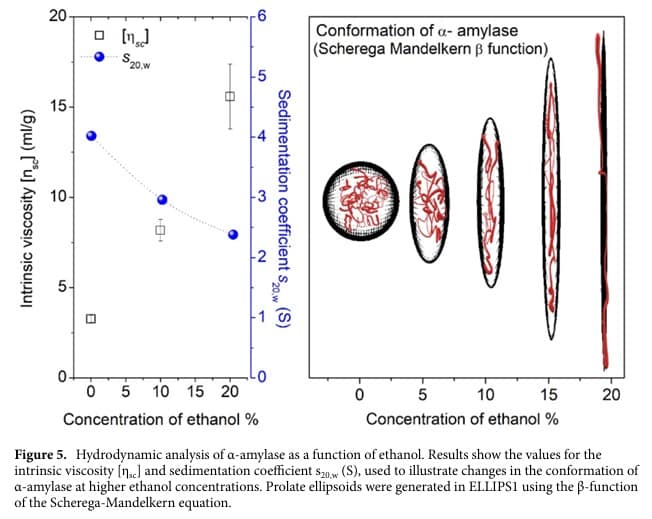
¿Por qué la cerveza 0.0% se percibe más maltosa y menos frutal? (Autor: Sebastián Oddone) Un trabajo publicado en Scientific Reports (Ramsey et al., 2020) estudió cómo cambia la liberación y percepción del aroma en cervezas 0% vs 5% ABV, combinando análisis sensorial, GC-MS y estudios de interacción con proteínas salivales. En el trabajo se observó que por vía ortonasal (oler la cerveza) casi no hay diferencias significativas, pero por vía retronasal (durante el trago) la cerveza 0% se percibe más maltosa, menos frutal, menos dulce y con mucho menos cuerpo y sensación de alcohol. Desde el punto de vista químico, el etanol reduce la concentración de volátiles en el headspace (ya que los compuestos aromáticos son más solubles en mezclas hidroalcohólicas que en agua). Pero lo más interesante aparece cuando entra en juego la saliva: la α-amilasa salival tiende a retener preferentemente compuestos más hidrofóbicos (como ésteres frutales y terpenos), reduciendo su liberación retronasal en cervezas 0%. En las cervezas con alcohol, la presencia de etanol modifica la conformación de la α-amilasa (una desnaturalización parcial), disminuyendo la cantidad de “bolsillos” hidrofóbicos capaces de atrapar aroma. Como resultado, se reduce la retención de compuestos frutales y aumenta su liberación durante el consumo (ver imagen del post extraída del paper original). En cambio, en las cervezas 0% este efecto no ocurre, por lo que la saliva secuestra con mayor eficiencia los aromas más hidrofóbicos y terminan dominando las notas más polares, típicamente asociadas a perfiles maltosos o a mosto. En resumen, parte del problema sensorial de las cervezas sin alcohol no es solo la ausencia de etanol como solvente, sino su rol indirecto modulando cómo la saliva interactúa con los aromas. Les recomiendo leer el trabajo completo, porque aporta bases muy sólidas para el diseño racional de cervezas low-alcohol y 0.0%. I. Ramsey, y cols, Understanding the lost functionality of ethanol in non alcoholic beer using sensory evaluation, aroma release and molecular hydrodynamics, 2020. Nota: para mayor información nos podes contactar a cursos@capacitacioneselmolino.com

DMS y Acetaldehido
En fermentaciones lager a gran escala, pequeños cambios operativos pueden tener impactos grandes en compuestos clave de aroma. Un estudio reciente (K. Kucharczyk, 2020) en fermentadores cilindro-cónicos de 3.000 hL evaluó cómo cuatro variables de proceso —tasa de inoculación, temperatura de fermentación, nivel de oxigenación del mosto y tiempo de llenado del CCT (tanque cilindro-cónico)— afectan simultáneamente la concentración de acetaldehído, DMS y calidad sensorial en cervezas. Usando metodología de superficie de respuesta, los autores encontraron que tanto el acetaldehído como el DMS son los volátiles más sensibles a las condiciones de fermentación, mientras que el diacetilo y la 2,3-pentanodiona no mostraron dependencia estadística significativa dentro del rango estudiado. Para acetaldehído, los factores más relevantes fueron temperatura de fermentación y tiempo de llenado del tanque: temperaturas más altas (11,5 °C) y llenados más rápidos redujeron significativamente su concentración final, favoreciendo su re-asimilación por la levadura. En el caso del DMS, influyeron fuertemente la tasa de inoculación, la temperatura y la oxigenación: mayor oxígeno disuelto y mayor temperatura redujeron DMS, probablemente por fermentaciones más vigorosas y mayor stripping por CO₂. Lo más interesante es que al optimizar simultáneamente volátiles y calidad sensorial, el modelo converge prácticamente en el mismo punto: 10 M células/mL, 11,5 °C, 12 mg/L de O₂ y llenado del CCT en 4,5 h. Esto sugiere que el control de acetaldehído y DMS explica gran parte de la percepción sensorial global en este tipo de lager. K. Kucharczyk, Simultaneous Optimization of Acetaldehyde and DMS Concentrations for Better Sensory Quality of Beer Fermented on an Industrial Scale, 2020. Nota: para mayor información nos podes contactar a cursos@capacitacioneselmolino.com
Cerveza baja en calorías
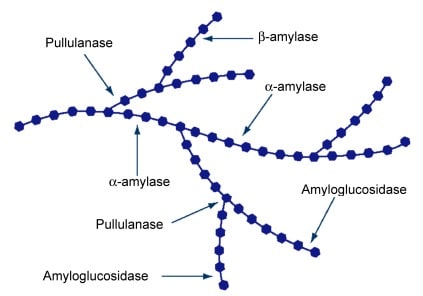
En los últimos años creció fuerte la demanda de cervezas más livianas (y bajas calorías), pero lograr una cerveza realmente baja en calorías y sensorialmente atractiva es un desafío tecnológico, no se trata sólo de diluir el producto. A modo de resumen, una cerveza baja en calorías es un producto con menos alcohol y menos contenido de carbohidratos residuales, pero al mismo tiempo sin perder espuma, cuerpo y aroma. Se debe considerar que cada 1,0% v/v de alcohol aporta unas 5,5 kcal por 100 mL (porque el etanol tiene 7 kcal/g). Entonces, bajar de 5,0% a 3,5% ABV implica recortar aprox. 8 kcal/100 mL solo por alcohol. El resto de las calorías se bajan por reducción del extracto final (dextrinas y azúcares no fermentados). Tips clave en la elaboración: Producir mostos más fermentables: maceración orientada a la β-amilasa (por ejemplo 62–64 °C con descanso extendido) para aumentar maltosa, glucosa y bajar dextrinas. Utilizar enzimas para secar los mostos: el uso controlado de amyloglucosidasa o pullulanasa (antes o durante fermentación) convierte dextrinas en azúcares fermentables, logrando una densidad final más baja con menos carbohidratos, lo que genera un perfil tipo “brut” (ver cita abajo sobre enzimas). Levadura y manejo de fermentación: cepas de alta atenuación con buena aireación, FAN y zinc para lograr proceso más rápido y limpio al mismo tiempo. Compensar los perfiles con más aroma (por ejemplo, aplicar late hop o dry hop), carbonatación algo más alta, ajuste de sales, y un mínimo de maltas que aporten estabilidad de espuma (pero sin pasarse, porque también suman calorías). En síntesis, una cerveza baja en calorías bien hecha es el resultado de aplicar diversas estrategias en el proceso productivo. Cuando se ajustan bien las variables, se puede lograr un producto liviano en calorías, y al mismo tiempo de alta calidad. Nota: La imagen del post extraída del paper de M. Sammartino. Para mayor información nos podes contactar a cursos@capacitacioneselmolino.com B. Naik, Pullulanase: unleashing the power of enzymewithapromisingfuture in the food industry, 2023. M. Sammartino, Enzymes in Brewing, MBAA, 2015

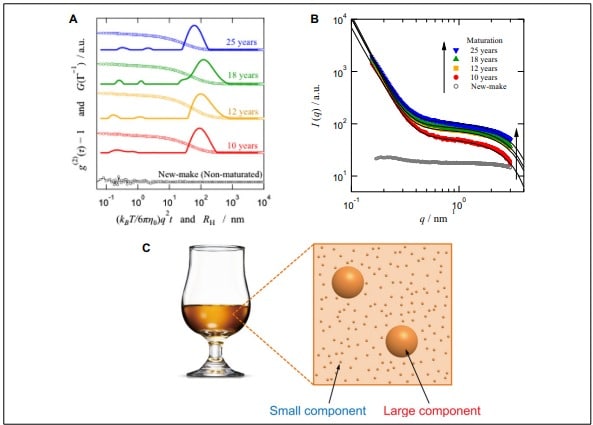
Evolución de congéneres en el Bourbon
Cuando el bourbon entra en una barrica, gran parte del cambio químico ocurre rápido, pero la maduración real es un proceso mucho más complejo que una simple extracción inicial de compuestos de la madera. El trabajo de Baldwin 1974 muestra que más del 50% del desarrollo total de la mayoría de los congéneres ocurre en los primeros 2 a 4 años de añejamiento, pero la formación de aldehídos, furfurales, ácidos y taninos continúa activamente al menos hasta los 12 años. El mismo paper muestra que casi todos los congéneres, excepto los ésteres, alcanzan al menos la mitad de su concentración final durante los primeros cuatro años. Los ésteres, en cambio, aumentan de forma casi lineal con el tiempo, lo que indica que la esterificación entre alcoholes y ácidos sigue ocurriendo de manera sostenida durante la crianza. Un trabajo de investigación más actual, utilizando espectrometría de masas de ultra alta resolución (FT-ICR-MS y LC-MS) confirma que el número total de compuestos químicos detectables aumenta fuertemente entre 0 y 2 años de añejamiento y continúa creciendo hasta al menos 6 años. Además, determina que existen diferencias significativas entre barricas vecinas con el mismo destilado, lo que demuestra el fuerte efecto individual de cada barrica (Yang, 2020). En cuanto al origen de los congéneres, no solo la lignina aporta compuestos aromáticos. La hemicelulosa así como la celulosa estructural del roble también se degradan en la capa carbonizada interna de la duela. Esta degradación libera azúcares que luego se transforman en furfurales, HMF y otros aldehídos durante el contacto prolongado con el destilado ácido y alcohólico (Gollihue, 2018). El grado alcohólico de entrada en barrica también modifica la evolución: a mayor concentración de alcohol, se ralentiza la extracción de color, taninos y furfurales, mientras que la formación de ésteres es mucho menos dependiente del valor de entrada. Para ciertos congéneres, alcanzar el mismo nivel puede requerir más del doble de tiempo si se entra a barrica con mayor graduación (Baldwin, 1974). Finalmente, la maduración también es un proceso substractivo. Ciertos compuestos indeseables como el dimetil sulfuro (DMS), originados en fermentación, se oxidan en contacto con la barrica a formas prácticamente sin aroma, contribuyendo a la limpieza sensorial del destilado (Demoranville, 2021). A modo de conclusión podemos decir que el perfil del bourbon surge de una combinación de extracción rápida inicial, reacciones químicas lentas de largo plazo y degradación progresiva de la estructura de la madera. La barrica se transforma en un reactor químico activo que sigue modificando el destilado durante muchos años. J. Gollihue y cols., Liberation of recalcitrant cell wall sugars from oak barrels into bourbon whiskey during aging, 2018. S. Baldwin y A. Andersen, Congener Development in Bourbon Whisky Matured at Various Proofs for Twelve Years, 1974. L. Demoranville y P. Heist, The Chemistry of Bourbon, 2021. K. Yang y cols, Analysis of Barrel-Aged Kentucky Bourbon Whiskey by Ultrahigh Resolution Mass Spectrometry, 2020. Nota: para mayor información nos podes contactar a cursos@capacitacioneselmolino.com

¿Conviene machacar el enebro para hacer gin?
Un trabajo muy interesante (Marković y colaboradores, 2018) estudió cómo el pre-tratamiento del enebro impacta en el rendimiento y en el perfil del aceite esencial cuando se lo destila. Aunque el experimento es de extracción de aceite (no gin), las conclusiones podrían extrapolarse a un destilado. En primer lugar, el trabajo muestra que más molienda no siempre es mejor. El mayor rendimiento apareció con una molienda seca moderada (1 minuto). En cambio, cuando aumentaron el tiempo de molienda, el rendimiento cayó. De esta manera se deduce que para el GIN suele convenir quebrar y abrir la baya (liberar resinas y aceites), pero evitar convertirla en polvo fino. Si bien no se comenta en el trabajo, otro aspecto importante a destacar es que las bayas machacadas podrían aumentar el riesgo de efecto “louche”. En segundo lugar estudiaron el pre-hinchado o hidratación de las bayas (sería equivalente a una maceración previa a la destilación) y observaron que esto puede mover el perfil. Las bayas hinchadas y luego molidas en húmedo tendieron a dar mayor proporción de compuestos más volátiles y menor de los menos volátiles. Es decir, en este caso mejoraría el perfil aromático. Como conclusión, los resultados de la investigación muestran que el grado de rotura y la pre-hidratación/maceración son variables importantes a la hora de diseñar el perfil final del producto. Referencia: M. Marković y colaboradores, Influence of common juniper berries pretreatment on the essential oil yield, chemical composition and extraction kinetics of classical and microwaveassisted hydrodistillation, Industrial Crops & Products, 2018. Nota: para mayor información nos podes contactar a cursos@capacitacioneselmolino.com
¿Conviene machacar el enebro para hacer gin?
Un trabajo muy interesante (Marković y colaboradores, 2018) estudió cómo el pre-tratamiento del enebro impacta en el rendimiento y en el perfil del aceite esencial cuando se lo destila. Aunque el experimento es de extracción de aceite (no gin), las conclusiones podrían extrapolarse a un destilado. En primer lugar, el trabajo muestra que más molienda no siempre es mejor. El mayor rendimiento apareció con una molienda seca moderada (1 minuto). En cambio, cuando aumentaron el tiempo de molienda, el rendimiento cayó. De esta manera se deduce que para el GIN suele convenir quebrar y abrir la baya (liberar resinas y aceites), pero evitar convertirla en polvo fino. Si bien no se comenta en el trabajo, otro aspecto importante a destacar es que las bayas machacadas podrían aumentar el riesgo de efecto “louche”. En segundo lugar estudiaron el pre-hinchado o hidratación de las bayas (sería equivalente a una maceración previa a la destilación) y observaron que esto puede mover el perfil. Las bayas hinchadas y luego molidas en húmedo tendieron a dar mayor proporción de compuestos más volátiles y menor de los menos volátiles. Es decir, en este caso mejoraría el perfil aromático. Como conclusión, los resultados de la investigación muestran que el grado de rotura y la pre-hidratación/maceración son variables importantes a la hora de diseñar el perfil final del producto. Referencia: M. Marković y colaboradores, Influence of common juniper berries pretreatment on the essential oil yield, chemical composition and extraction kinetics of classical and microwaveassisted hydrodistillation, Industrial Crops & Products, 2018. Nota: para mayor información nos podes contactar a cursos@capacitacioneselmolino.com
Cerveza sin alcohol: estrategias caseras y procesos industriales
La producción de cerveza sin alcohol (≤ 0,5% ABV) puede abordarse tanto desde tecnologías industriales complejas como desde ajustes de proceso accesibles en escala artesanal. A nivel industrial, los métodos más comunes incluyen ósmosis inversa de alta presión, destilación al vacío y stripping con vapor (como la imagen del post). Estas tecnologías eliminan el alcohol una vez que la cerveza ya fue fermentada, manteniendo en mayor o menor medida su perfil sensorial. Requieren equipos costosos, control preciso de temperatura y presión, y suelen formar parte de líneas de producción especializadas. Con estas tecnologías se pueden alcanzar valores menores de alcohol en el producto, cercanos a 0,05% ABV (por eso se comercializan como 0.0). En cambio, desde una mirada artesanal o casera, se puede lograr una cerveza con menos de 0,5% ABV sin equipamiento sofisticado, simplemente controlando la composición del mosto y la dinámica de la fermentación: Maceración a alta temperatura (72–74 °C): se favorece la actividad de la α-amilasa y se inhibe la β-amilasa, generando mostos con alto contenido de dextrinas y bajo contenido de azúcares fermentables. Además aplicar técnica de mash out. Uso de levaduras de baja atenuación: como Saccharomyces cerevisiae cepas tipo LA-01, LoNa, S-33 o incluso no-Saccharomyces, que limitan la conversión de azúcares en alcohol. Corte de fermentación: al monitorear la densidad, se detiene la fermentación antes de que se supere el 0,5% ABV. Esto puede lograrse enfriando rápidamente a 0–2 °C y estabilizando con filtración o pasteurización. Con estos ajustes, es posible desarrollar cervezas sin alcohol con buena retención de aroma (por ejemplo, mediante dry hopping en frío) y perfil sensorial atractivo, sin recurrir a procesos industriales. Siempre claro es recomendable poder analizar el contenido alcohólico en un laboratorio especializado, como para asegurarse del resultado obtenido. Nota: para mayor información nos podes contactar a cursos@capacitacioneselmolino.com
Enlatado de vino y derivados: ¿por qué aparece el aroma a huevo podrido?
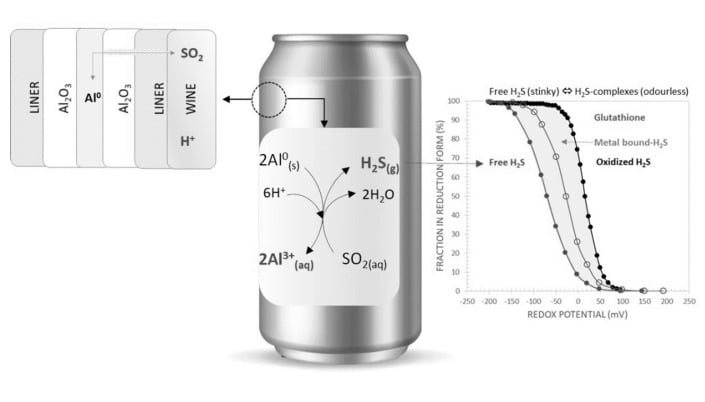
El vino y sus derivados en lata pueden presentar defectos organolépticos si no se manejan con cuidado ciertos aspectos durante su elaboración. En primer lugar, tener en cuenta que el producto dentro de la lata está separado del metal (aluminio) por un recubrimiento interno llamado liner. Si ese liner se mantiene intacto, la lata se comporta bastante parecido al vidrio… con una gran diferencia: es un sistema muy cerrado, entra muy poco oxígeno. Y eso puede jugar a favor (menos oxidación) o en contra (más tendencia a desarrollar perfil reductivo). Uno de los problemas del vino en lata es el olor a huevo podrido (H₂S). ¿De dónde sale? Dos caminos: (1) el vino ya venía con potencial reductivo (H₂S/tioles latentes, a veces ligados a cobre) y, como hay poco oxígeno, se expresa y persiste; (2) si el liner se daña, aparecen micro-zonas donde el vino toca metal y se desencadenan reacciones que favorecen la formación de H₂S, especialmente cuando el SO₂ molecular es alto. El SO2 oxida el aluminio metálico (corrosión) y al mismo tiempo se forma el H2S. Por eso se hace muy necesario controlar variables del vino y del proceso. Los cloruros y el cobre no son un problema si el liner está perfecto, pero si hay micro-defectos aceleran las picaduras y su consecuente corrosión. Además, ciertos ácidos orgánicos como el cítrico o málico pueden complejar aluminio si hubiese migración, desplazando la reacción en favor de la propia corrosión (la imagen del post fue extraída del paper de A. Versari). Por lo tanto lo recomendado sería: elegir un liner adecuado (epoxy suele ser mejor que acrílico), controlar SO₂ molecular (más que solo SO₂ total), minimizar uso de cobre en el proceso y evitar cloro en limpieza. Nota: para mayor información nos podes contactar a cursos@capacitacioneselmolino.com Carien Coetzee, THE WINEMAKER’S GUIDE TO WINE IN A CAN, 2021. Andrea Versari y cols, Packaging of Wine in Aluminum Cans – A Review, American Journal of Enology and Viticulture, 2023.

¿Cuánto tarda en gasificarse una bebida en barril “sin agitar”?
Cuando se conecta un barril frío al CO₂ y se lo deja a la presión de equilibrio (tabla de carbonatación), la gasificación no es instantánea. El CO₂ entra por el espacio de cabeza y se disuelve desde la superficie hacia el líquido. La velocidad del proceso depende de la transferencia de masa gas-líquido. Desde el punto de vista de ingeniería, esto se describe con un parámetro clave: el coeficiente volumétrico de transferencia de masa, kLa. El modelo dinámico más simple dice: dC/dt = kLa • (C* – C) donde C es el CO₂ disuelto, C* el valor de equilibrio (ley de Henry) y kLa marca qué tan rápido se llega a ese equilibrio. Si resolvemos esa ecuación, el tiempo para llegar al 95 % del equilibrio es: t95 ≈ ln(20) / kLa Entonces, todo se reduce a cuánto vale kLa en un barril quieto, sin piedra difusora ni agitación. Usando correlaciones de convección natural (ver cita abajo), y geometría típica de barriles, se obtiene: Corny de 20 L, a 2 °C, quieto: kLa = 0.05–0.09 h⁻¹, con lo cual t95 = 1.5 a 2.5 días Barril de 50 L, a 2 °C, quieto: kLa = 0.02–0.04 h⁻¹, con lo cual t95 = 3 a 6 días Esto coincide bastante bien con la experiencia práctica: el método de equilibrio funciona, pero requiere paciencia. Si el barril no se mueve y la temperatura es estable, el proceso está principalmente dominado por los fenómenos de convección natural y difusión. Conclusión: Si se requiere gasificar en minutos y no en días, lo que habría que hacer es aumentar el kLa: agitar o usar piedra difusora. Nota: para mayor información acerca de cómo se realiza el cálculo nos podes contactar a cursos@capacitacioneselmolino.com Referencia: S.M. Bower, J.R. Saylor, A study of the Sherwood–Rayleigh relation for water undergoing natural convection-driven evaporation, International Journal of Heat and Mass Transfer, 2009.

¿Se te avinagró una cerveza? No la tires: podés hacer vinagre
La contaminación acética aparece cuando las bacterias acéticas entran en contacto con la cerveza y, en presencia de oxígeno, comienzan a oxidar el etanol a ácido acético. Aparece aroma a vinagre, solvente o manzana madura, baja el alcohol y la cerveza queda intomable. Sin embargo bien manejada, una cerveza avinagrada puede transformarse en un vinagre de cerveza muy válido, y también rico. Entonces que tenemos que hacer para que el proceso termine con un buen vinagre y no con un producto a mitad de camino que no es una cosa ni la otra. Primero, intervenir con oxígeno. Las bacterias acéticas son aerobias estrictas, es decir lo necesitan sí o sí. Por lo tanto, si se mantienen los fermentadores cerrados o mal oxigenados no va a funcionar. Habrá acidez, pero sin control ni estabilidad. Para evitar esto, conviene pasar la cerveza a un recipiente amplio, cubierto con tela o gasa, aumentando la superficie de contacto con el aire. Segundo, la temperatura. El proceso es muy lento en frío. Trabajar entre 25 y 30 °C acelera la acetificación. Tercero, inocular. Aunque ya haya bacterias, agregar un 10–20 % de vinagre sin pasteurizar (con madre) o un starter activo mejora mucho el resultado, reduce los tiempos y evita aromas indeseados. Finalmente, no agitar demasiado ya que un exceso de oxigenación podría generar acetato de etilo (olor a pegamento). Permitir entonces que se dé un avance gradual, con aroma a acético y sin notas solventes. Si queres profundizar estos temas te sugiero las citas de acá abajo. Y más info en www.capacitacioneselmolino.com Referencias: – Gullo, M. & Giudici, P. (2008). Acetic acid bacteria in traditional vinegar production. International Journal of Food Microbiology. – Lynch, K. M. et al. (2019). Physiology of acetic acid bacteria. Comprehensive Reviews in Food Science and Food Safety.

Dos métodos para producir vinagres
El método Orleans, o método superficial tradicional, se basa en la acción de bacterias acéticas que crecen formando una película en la superficie del líquido (madre del vinagre), en contacto directo con el oxígeno atmosférico. En este sistema se estima que el medio se mantiene en valores por debajo de 1–2 mg/L de O₂ disuelto, con una transferencia lenta pero continua desde el aire. Esta baja disponibilidad de oxígeno limita la velocidad de oxidación del etanol, pero favorece rutas metabólicas más equilibradas y la formación de ésteres y compuestos aromáticos secundarios. El resultado son vinagres más complejos, a costa de tiempos largos (semanas o meses) y menor rendimiento. En la fermentación sumergida, más utilizada a escala industrial, las bacterias acéticas trabajan completamente inmersas en el líquido con aireación forzada. En estos sistemas se busca mantener oxígeno disuelto elevado (5 a 8 mg/L). Esto permite acetificaciones muy rápidas, de horas a pocos días, con alto control del proceso. La contracara es un perfil sensorial más simple, ya que la oxidación acelerada reduce la acumulación de compuestos secundarios (ver imagen del post extraída del paper de referencia). Entonces, ¿es conveniente aplicar micro-oxigenación para la acetificación? La respuesta es sí, especialmente en escalas pequeñas o intermedias. Aportes controlados y continuos de oxígeno a muy bajo caudal permite trabajar con oxígeno disuelto intermedio, del orden de 1 a 3 mg/L, evitando tanto la limitación extrema del método Orleans como la sobre-oxidación típica de sistemas industriales. Este enfoque mejora la cinética respecto al método tradicional, mantiene mayor complejidad aromática y reduce riesgos como la oxidación excesiva o el estrés bacteriano. Referencia: Tesfaye, W., Morales, M. L., García-Parrilla, M. C. & Troncoso, A. M. (2002). Wine vinegar: Technology, authenticity and quality evaluation. Journal of the Science of Food and Agriculture.

Altura de cama, empaste y eficiencia: el equilibrio real en la maceración
En maceración cervecera o para whisky más grano no siempre es más rendimiento. La altura de cama, la relación de empaste y la carga total de malta interactúan entre sí y definen cuánto extracto realmente recuperamos… y qué tan estable es el proceso. En ensayos prácticos con distintas cargas de grano, se observa que al aumentar la masa total, podría crecer la altura de cama, pero la eficiencia global no siempre mejora de forma lineal, Y comienzan a aparecer fenómenos de mayor resistencia hidráulica, compactación de la cama y menor lavado efectivo. ¿Por qué ocurre esto? La cama de grano se comporta como un medio poroso. Al aumentar la altura de cama crece la pérdida de carga, disminuye la permeabilidad y se favorecen canalizaciones y zonas de sub-extracción. Alturas de trabajo para camas de grano cercanas a 30–40 cm y relaciones de empaste de 2.7 a 3.0 en muchos sistemas parecieran ser los valores óptimos. Las camas demasiado bajas podría complicar la eficiencia en la extracción y camas muy altas tendrían baja estabilidad de drenaje. Las relaciones de empaste muy bajas determinan mostos muy densos, compactos y poco rendidores, relaciones de empaste muy altas, dan lugar a mostos muy diluidos, también ineficientes. Por lo tanto habría que buscar el compromiso entre ambos. El óptimo es hidráulico y geométrico, además de enzimático. Este concepto aplica tanto a cerveza como a whisky, y es clave para diseñar recetas coherentes con el equipo, evitar pérdidas de extracto y escalar procesos sin complicaciones. Referencias: Briggs, D. E., Boulton, C. A., Brookes, P. A., Stevens, R. Brewing: Science and Practice. Woodhead Publishing, 2004. Kunze, W. Technology Brewing and Malting. VLB Berlin, última edición. Bamforth, C. W. Beer: Tap into the Art and Science of Brewing. Oxford University Press, 2009.

El calcio y su efecto en la estabilidad de los licores cremosos
El calcio (Ca²⁺) juega un rol estructural clave, que influye directamente en la estabilidad de los licores. Las proteínas lácteas, especialmente las caseínas, forman micelas cuya estructura depende fuertemente del equilibrio iónico del medio. El calcio actúa como un puente iónico entre grupos fosfato de las caseínas, y en dosis adecuadas refuerza las interacciones proteína-proteína aumentando la estabilidad de la emulsión. En el trabajo de Dickinson (1989) se mostró que, al aumentar significativamente la concentración de Ca²⁺, el módulo elástico (G’) de las cremas cohesivas se incrementa, lo que indica una mayor rigidez y cohesión de la red proteica (ver imagen del post). En condiciones de exceso, esta estructuración puede volverse heterogénea, favoreciendo fenómenos como floculación, gelificación localizada y, en etapas posteriores, separación de fases. Por eso, en las formulaciones, suele recurrirse al uso de agentes quelantes suaves, como el citrato de sodio (0,15–0,35 %). El citrato secuestra parcialmente el Ca²⁺ libre, permitiendo un equilibrio donde la red proteica es suficientemente cohesiva sin volverse frágil o inestable. En síntesis, el calcio no es un simple “mineral más” del sistema: es un regulador estructural. Controlarlo —no eliminarlo— es clave para diseñar licores cremosos estables, reproducibles y con buena textura a lo largo del tiempo. Referencia: Dickinson, E. (1989). Factors Affecting the Properties of Cohesive Creams Formed from Cream Liqueurs.

Cálculo simplificado del costo de energía en GIN
Muchos productores de GIN eligen calentamiento eléctrico por su simplicidad, control fino, seguridad y a veces menor inversión inicial. Pero hay un punto que suele subestimarse: el costo energético por corrida y su impacto directo en el costo por litro. Veámoslo con un ejemplo simple. Si tu alambique tiene dos resistencias de 15 kW (algo muy común en alambiques eléctricos medianos), la potencia total es 30 kW. Si una destilación completa (calentamiento + corrida) dura 6 horas, el consumo energético es: 30 kW × 6 h = 180 kWh Con un costo promedio actual de electricidad en Argentina del orden de $110–120* por kWh, esa sola corrida eléctrica puede costar alrededor de: $20.000–22.000 pesos por destilación Si de esa corrida se obtienen 100 L de gin final, solo la electricidad representa $200–220 por litro. Ahora te invito a que hagas tu propia cuenta, con tu factura de luz, tu escala de destilación, la potencia de tu calentador y tus tiempos de corridas. *(este dato lo podes encontrar en tu factura de luz, y puede variar en función de zonas, descuentos, subsidios, etc.)

¿Sabés por qué las plantas (los botánicos) producen terpenos y terpenoides?
No es para que tu gin salga rico y aromático. Eso es apenas un efecto colateral. En la naturaleza, los terpenos cumplen funciones ecológicas vitales. Son herramientas químicas que las plantas usan para defenderse, comunicarse y sobrevivir. Monoterpenos, sesquiterpenos y otros terpenoides participan en una red de interacciones mucho más compleja de lo que solemos imaginar cuando disfrutamos de un gin tónic. Un ejemplo es el β-cariofileno, un sesquiterpeno presente en muchas plantas aromáticas y especiadas. Ecológicamente hablando, este compuesto cumple múltiples funciones: puede actuar como repelente o tóxico para insectos herbívoros, como inhibidor de hongos patógenos, y al mismo tiempo funcionar como señal química que atrae enemigos naturales de esos herbívoros. Es decir, la misma molécula puede defender a la planta de forma directa e indirecta, dependiendo del contexto y la concentración (Langenheim, 1994). Además, muchos terpenos funcionan como mensajeros volátiles. Cuando una planta es atacada, puede liberar terpenos al aire que activan respuestas defensivas en plantas vecinas o atraen depredadores del insecto que la está dañando (Holopainen & Gershenzon, 2010). Cuando destilamos un gin, lo que hacemos es extraer y concentrar fragmentos de esa química ecológica. Cada fracción aromática no es solo aroma: es el resultado de millones de años de evolución química. El gin es rico y aromático… pero antes fue defensa, señalización y ecología. – Langenheim, J. H. (1994). Higher plant terpenoids: a phytocentric overview of their ecological roles. Journal of Chemical Ecology. – Holopainen, J. K., & Gershenzon, J. (2010). Multiple stress factors and the emission of plant VOCs. Trends in Plant Science.

¿Cómo influye el pH en la estabilidad de un licor cremoso?
En los licores cremosos, la estabilidad no depende solo de la receta o del contenido graso: el pH es una de las variables más críticas. Pequeños cambios de pH pueden causar una separación rápida en fases. Estos licores son, esencialmente, emulsiones aceite-en-agua estabilizadas por proteínas lácteas (como las caseínas) que actúan como agentes emulsionantes. A pH cercano a neutro (6,5–7,0), las micelas de caseína mantienen una carga neta suficiente como para repelerse entre sí, formando una red que aporta cuerpo, viscosidad y estabilidad. El problema surge principalmente cuando el pH desciende por debajo de un valor crítico, típicamente en el rango pH 5,5–6,0. Al acercarse al punto isoeléctrico de las caseínas (aprox. 4,6), la carga superficial disminuye muchísimo. Esto reduce las fuerzas de repulsión y favorece la formación de coagulos proteicos, debilitando la estructura que mantiene dispersas las gotas de grasa. En el trabajo de Dickinson (citado abajo) se demostró que, al bajar el pH, el módulo elástico (G’) de las cremas cohesivas cae abruptamente, señal de una pérdida de la red estructural que aporta estabilidad mecánica. El sistema pasa de comportarse como una emulsión estructurada a uno mucho más frágil, susceptible a floculación, coalescencia y sinéresis. Osea, INESTABILIDAD. La foto del post, extraída del mismo paper, muestra este claro efecto. Por eso, el diseño de los licores cremosos requiere de controles varios como la acidez, el tipo de alcohol, sales y azúcares, entre otros, entendiendo que el pH no es un ajuste sensorial, sino una variable estructural clave. Más info en www.capacitacioneselmolino.com Referencia: Dickinson, E. (1989). Factors Affecting the Properties of Cohesive Creams Formed from Cream Liqueurs.

Desarrollo de recetas de vermut basadas en arquetipos
Te comparto un método simple (pero muy útil) para formular vermut sin perderse en mil botánicos: en vez de elegir ingredientes sueltos, pensamos la receta como una mezcla de arquetipos (familias funcionales). Básicamente reemplazamos la pregunta ¿qué hierbas pongo? por ¿qué proporción necesito de amargo, cítrico, herbal, especiado, etc. para que el conjunto quede equilibrado?. Trabajamos mucho con extractos hidro-alcohólicos individuales al 50% ABV, porque así se puede ajustar con precisión (aunque no sea lo más práctico a la hora de la producción en escala). Dividimos la formulación en 5 arquetipos: Amargos (ajenjo + otras raíces/cortezas/hierbas amargas), Cítricos (cáscaras), Hierbas no amargas y flores (el cuerpo herbal principal), Especias (en baja dosis, para estructura) y Finales/acentos, donde entran los mentolados/canfóricos (menta, peperina, eucalipto), los anisados (anís, hinojo), los afrutados/florales (hibiscus, sauco, frutas pasas), los picantes (jengibre, pimientas) y algunas “extras” (madera, resinas, etc.). Como base, una distribución que funciona muy bien es: 20% amargos, 20% cítricos, 40% hierbas no amargas, 5% especias y 15% finales. No es una ley rígida, pero sirve como base para arrancar equilibrado y después ajustar según el estilo. Para que sea reproducible, usamos una regla: en cada arquetipo se elije 1 botánico principal (el que manda) y 1–3 soportes, evitando que un ingrediente dominante predomine por completo. Si queres mayor información de como funciona, sumate a nuestro grupo gratuito de WhatsApp en este enlace: https://chat.whatsapp.com/D2shhQyPYxpBIY8BtD7WAd

Formulación de Licor Crema (balance de grasa láctea)
Para formular un licor crema, primero te recomiendo comprender que un balance de grasa láctea es un promedio ponderado: la grasa final es la suma de lo que aporta cada ingrediente lácteo, dividido por el volumen final (alcohol y jarabe también cuentan porque diluyen). Las fórmulas y las cuentas se pueden ver en la foto del post. Ejemplo: se quiere preparar 1 L de licor con 18% grasa, y se estima una fase no láctea de 300 mL (alcohol + jarabe + extractos/agua). Entonces el volumen lácteo es 700 mL. Dentro de esos 700 mL se balancea la crema 35% y la leche 3%. Resultado del balance: Crema 35%: 497 mL, Leche entera 3%: 203 mL, Fase no láctea: 300 mL, Total: 1 L con 18% de grasa final. ¿Ese 30% no lácteo es razonable? Sí, como referencia tomemos el siguiente: en cremas irlandesas tipo Baileys (con rangos entre 15–17% ABV y dulces) suelen estar en rangos entre 30–40%. Si se trabaja con menos jarabe y menos alcohol, puede bajar a 20–30%; si se sube el ABV o dulzor, puede elevarse a 35–45%. La práctica sería siempre la misma: definir ABV, definir azúcar, y con lo que queda armar el balance de grasa láctea para lograr la grasa objetivo. Más información nos contactas en cursos@capacitacioneselmolino.com

Corte de Colas en el GIN
En el caso particular del gin, una estrategia eficaz consiste en aplicar lo que puede denominarse un “corte de seguridad” previo al trabajo fino de colas. Este primer corte se realiza de manera conservadora, aproximadamente cuando se ha destilado la mitad del volumen cargado en el alambique. Por ejemplo, si se introduce un litro de mezcla alcohol–agua, el corte de seguridad se efectuaría alrededor de los 500 mL destilados. En este punto, la probabilidad de arrastre de colas es muy baja, lo que permite resguardar el perfil aromático principal del destilado. A partir de allí, se recomienda avanzar con un análisis más fino de las fracciones tardías, trabajando con cortes pequeños, del orden del 2 al 3% del volumen inicial. Siguiendo el ejemplo anterior, esto implica recolectar fracciones de aproximadamente 20 a 30 mL. Cada una de estas fracciones debe mantenerse separada, diluirse con un volumen similar de agua y dejarse reposar hasta el día siguiente. Este procedimiento cumple una doble función. Por un lado, la dilución reduce el impacto del alcohol y facilita la percepción sensorial de los aromas. Por otro, el reposo permite la estabilización de la mezcla alcohol–agua, favoreciendo la formación de puentes de hidrógeno y disminuyendo el golpe alcohólico, lo que mejora notablemente la detección de notas indeseadas. Al día siguiente, la cata comparativa de estas fracciones permite identificar con mayor claridad el punto exacto en el que comienzan a aparecer las colas. Este método resulta especialmente valioso durante la etapa de diseño y desarrollo de una receta, cuando aún se está definiendo el perfil sensorial buscado. Una vez establecido el esquema óptimo de cortes, el proceso puede simplificarse en producciones posteriores, realizando el corte en un punto definido. Sin embargo, es fundamental que las decisiones sensoriales puedan correlacionarse con parámetros objetivos, como la graduación alcohólica instantánea y la temperatura de destilación en cada fracción. Esta correlación permite objetivizar el corte y reproducirlo con consistencia a lo largo del tiempo. Para mayor información te invito a contactar por cursos@capacitacioneselmolino.com

Fermentación de Hidromiel con diferentes levaduras
En un ensayo llevado a cabo en nuestro laboratorio de desarrollo, comparamos la performance fermentativa de tres levaduras sobre la misma matriz: mosto de miel en agua (sin pasteurizar), con agregado de nutriente nitrogenado y fermentación a temperatura ambiente. Las condiciones fueron: Muestra 1: (0,03% p/v Lalvin EC-1118), Muestra 2: (0,07% p/v SafAle US-05) y Muestra 3: (0,05% p/v Turbo Hidromiel Dulce). Partimos de una densidad inicial de 1070 en todos los casos. La diferencia más marcada aparece tanto en atenuación como en velocidad. Hasta el día 3 las tres curvas se comportaron parecido (cerca de 1060), pero a partir de ahí la Muestra 3 aceleró fuertemente: ya en día 5 llegó a 1034, y finalizó en 1006 al día 9, lo que sugiere una atenuación muy alta (unos 91% aparente si lo expresamos en puntos de gravedad). En cambio, EC-1118 y US-05 mostraron una cinética más lenta y un final bastante similar (1034 y 1032), con atenuaciones moderadas (cercanas a 51–54%). En pH también se ven matices: las tres acidifican rápido (de 6,47 a 4–3 en pocos días), con US-05 llegando al pH más bajo (2,93). En síntesis: Turbo fue más rápida y más profunda; EC-1118/US-05, en cambio más controladas y con mayor densidad final (más dulzor residual). Esta clara diferencia podría deberse al contenido de nutrientes que trae consigo la levadura tipo Turbo y que complementa la dosis adicionada extra. De manera que, extrapolando al uso de otras levaduras es determinante considerar y optimizar el manejo adecuado de dichos nutrientes a la hora de producir hidromiel, entendiendo que la miel se trata de un mosto difícil, con escaso nivel de nitrógeno y micronutrientes. Cualquier consulta sobre el tema u otros temas podes contactarnos en cursos@capacitacioneselmolino.com
Listado de Botánicos de Amargor
Te comparto acá un listado de botánicos amargos comúnmente utilizados en bebidas como vermuts, bitters, fernet y aperitivos y una descripción del tipo de amargor que aportan. El amargor no es una sensación única, puede variar en intensidad, persistencia, perfil gustativo (verde, terroso, especiado, herbal, metálico, seco, etc.) y hasta en su tiempo de aparición (inmediato o retardado). 1) Genciana:tipo de amargor: Limpio pero muy intenso y persistente, sin astringencia. Es uno de los botánicos más amargos conocidos. Base de muchos amaros y vermut tradicionales. 2. Corteza de quina: tipo de amargor: Cortante, seco, metálico. Persistencia alta.Uso tradicional en aguas tónicas y vermuts. 3. Cuassia / Quasia (Quassia amara). tipo de amargor: Extremadamente amargo, seco, sin aroma, muy persistente. Muy usada en bitters sin alcohol por su intensidad y neutralidad aromática. 4. Carqueja: tipo de amargor: Herbal, seco, levemente resinoso. Combina bien con boldo y ajenjo. 5. Ajenjo: tipo de amargor: Herbal, mentolado, seco, punzante.Presente en absenta, vermut y fernet. 6. Ruibarbo: tipo de amargor: Herbal, astringente, algo terroso.Aporta además estructura tánica y perfil a mostaza. 7. Lúpulo: tipo de amargor: Resinoso, seco, cítrico o floral según la variedad. 8. Diente de león: tipo de amargor: Vegetal, seco, ligeramente terroso. Empleado en bitters herbales. 9. Boldo: tipo de amargor: Herbal, alcanforado, algo persistente. 10. Cardo mariano: tipo de amargor: Verde, suave, algo resinoso. 11. Cáscara de naranja amarga: tipo de amargor: Cítrico, perfumado, final dulce. Amargor más amable, ideal para balancear. 12. Angélica: tipo de amargor leve, con notas especiadas y terrosas. Complementario. Referencias: para ampliar información sobre botánicos se sugiero el cuadernillo del siguiente enlace: https://capacitacioneselmolino.com/producto/cuadernillo-de-recetas-bitter-vermut-fernet-gin/

Botánicos uno x uno: Oxidación del Limón
La foto del post muestra dos extractos de limón, uno recién hecho y el otro con seis meses de antigüedad. En este último se percibe claramente una oxidación que da lugar a un color más rojizo y amarronado. Qué ocurre en términos químicos allí? A grandes rasgos, un extracto hidro-alcohólico (p. ej. 40–70 % Abv) de cáscara de limón contiene —además de agua y etanol— una fracción terpénica (aprox. 70 % d limoneno, γ terpineno, β pineno, etc.), polifenoles/flavonoides (hesperidina, eriocitrina, naringina), ácido ascórbico y trazas de minerales. Cada familia de compuestos sigue vías oxidativas características en presencia de oxígeno disuelto, luz, trazas metálicas o temperatura (S. Bharate, 2014). El d limoneno se oxida espontáneamente en presencia de O₂ formando hidroperóxidos, que a su vez generan 1,2 epóxidos, carveol y carvona. Estos productos son muy reactivos y responsables de notas resinosas o “plásticas” en el aroma. Además del mecanismo térmico, bajo luz UV γ terpineno sufre fotooxidación/aromatización a p cimeno, acelerando la pérdida de las notas cítricas frescas. Los flavanonas (hesperidina, eriocitrina) se oxidan (química o enzimáticamente) a o quinonas que luego se polimerizan, dando pigmentos pardo rojizos y turbidez. Si la extracción se hace con < 20 %Abv, la polifenol oxidasa (PPO) de la cáscara puede seguir activa durante minutos, iniciando el pardeamiento antes de inactivarse; con > 40 %Abv la PPO queda rápidamente desnaturalizada y el proceso pasa a ser puramente químico, dependiente de pH y O₂. Todos estos efectos pueden ser demostrados en la práctica si se hiciera el mismo experimento que hicimos y compartimos en la foto. Tanto en color como en términos sensoriales el extracto está totalmente degradado. Referencia: Sonali S. Bharate y Sandip B. Bharate, Non-enzymatic browning in citrus juice: chemical markers, their detection and ways to improve product quality, J Food Sci Technol. (2014). Más información en www.capacitacioneselmolino.com

Botánicos uno x uno: En qué se parecen el Regalíz, el Hinojo y el Anís
Quién no recuerda (si vivió en Argentina) al caramelo Media Hora… el que se hacía (o hace) con regalíz!! Sin embargo, su sabor es a anís!! El denominador común es el trans-anetol. Hay bases de datos de sabores como la que se cita al pié, que describen al trans-anetol con las notas de dulzor anisado que recuerda al regaliz. Sin embargo, la raíz de regalíz, si bien aporta dulzor, tiene un aroma bastante tenue, por este motivo a los caramelos orientados al regaliz (como el Media Hora) le añaden aceite esencial de anís (85% anetol) o hinojo (70% anetol) para intensificar la nota aromática anisada. El consumidor aprendió a identificar esa nota con el regaliz, aunque provenga del anís o del hinojo. Conclusión: en destilados, bitters o licores si queres dar una nota anisada podes utilizar el propio anís o bien hinojo como alternativa, y ambos te darían el recuerdo al regalíz. Referencia: https://www.thegoodscentscompany.com/odor/anise.html. Más información en www.capacitacioneselmolino.com
La Raíz de Angélica como fijador de aromas
En destilados “fijar” un aroma no significa inmovilizarlo, sino disminuir la velocidad con la que los compuestos más volátiles se escapan de la bebida y, a la vez, darles un “ancla” olfativa de fondo. La raíz de Angélica archangelica cumple este papel en el gin por una combinación de factores fisicoquímicos y sensoriales: A nivel quimico aporta moléculas de baja presión de vapor, como las lactonas macrocíclicas, sesquiterpenos y cumarinas que tienen puntos de ebullición muy superiores a las del limoneno o el α-pineno típicos de los cítricos. De esta manera crean una fase aromática más densa, haciendo que las notas cítricas y herbales ligeras permanezcan más tiempo en la bebida. Por otra parte, algunos compuestos resinosos forman interacciones hidrofóbicas y se agrupan dentro de la mezcla etanol-agua. Los terpenos livianos se adsorben sobre esa micro-fase, reduciendo su difusión al headspace (me pasó hoy a la tarde con un destilado sólo de de enebro qué se desvaneció en menos de una hora servido en una copita abierta. También colabora con el efecti "loucha" ya que algunos de los compuestos presentes en la Angélica (algunos polisacáridos y resinas) tienen un efecto emulsionante favoreciendo la solubilidad de aceites esenciales, evitando por tanto la formación de turbidez. El gin queda estable y transparente incluso cuando se baja a 40 % v/v, manteniendo el bouquet. Finalmnete las cumarinás (angelicina, imperatorina) y lactonas aportan un perfil cálido, ligeramente amaderado y "musk-like".Sirve de “colchón” sobre el que descansan el enebro y los cítricos, generando sensación de profundidad. En resumen: la raíz de angélica actúa como fijador porque introduce compuestos de alto peso molecular y baja volatilidad que ejercen de “ancla” físico-química para los terpenos más ligeros, mientras aporta una base olfativa que redondea el perfil. De ahí que casi todos los London Dry clásicos incluyan entre 2 % y 5 % de angélica en su mezcla de botánicos. Referencia: Arctander, S. Perfume and Flavor Materials of Natural Origin (1960). Más información en www.capacitacioneselmolino.com

¿Sirve el hibiscus como colorante en el GIN?
Hace un tiempo, en un pueblo de La Pampa (ARG), compré un gin que en su etiqueta proclamaba con entusiasmo la palabra “rosado”. Al servirlo, sin embargo, el líquido se mostró amarillento. El culpable estaba claro: hibiscus. Un ingrediente seductor, sí… pero inestable. Las flores de hibiscus son abundantes en antocianinas, pigmentos naturales que no solo tiñen de rojo intenso sino que también ofrecen beneficios funcionales. Sin embargo, su belleza es efímera. Diversos estudios han demostrado que las antocianinas son sensibles a las condiciones de almacenamiento: la temperatura, principalmente, determina su destino. Según Ndong et al. (2018), extractos de hibiscus almacenados a 45 °C durante tres meses perdieron más del 99 % de su contenido de antocianinas. En cambio, aquellos conservados a 4 °C mantuvieron casi toda su riqueza cromática. La degradación de estos pigmentos transforma el rojo en amarillo pálido. El producto pierde identidad, y con ella se debilita su aceptación en los paladares del consumidor. Claro, refrigerar botellas de gin durante su vida comercial no es opción viable. A bajas temperaturas, las antocianinas sobreviven; fuera de ellas, se desvanecen. Entonces cabe la pregunta: ¿sirve el hibiscus como colorante para el gin? Tal vez en entornos controlados o como experiencia efímera, pero no como solución estable. Lo bueno en este caso dura poco… Referencia: Moussa Ndong , Ndeye Seni Faye, Joseph Bassama and Mady Cissé, Stability of concentrated extracts of Hibiscus sabdarifa L. calyx during storage at different temperaturas, African Journal of Food Science, 2018. Más información en www.capacitacioneselmolino.com
Una técnica innovadora para el diseño estratégico de recetas de GIN
Es un enfoque que se presenta en el trabajo de investigación desarrollado por Javier Ramírez y su equipo en la Universidad de Los Andes (Bogotá, Colombia, 2024). El estudio propone una metodología sistematizada para incorporar botánicos en recetas de GIN, basada en indicadores de compatibilidad entre ellos. La metodología utiliza diversas tablas con información fundamental compartida por los autores, como: • Listados de los principales componentes volátiles presentes en cada botánico. • Matrices de compatibilidad entre pares de botánicos, que reflejan cuántos compuestos volátiles tienen en común. A partir de estos datos, se propone calcular un indicador que relaciona el total de componentes volátiles compartidos (sin duplicados) por los botánicos de una receta con la cantidad de botánicos utilizados. Este valor funciona como referencia para evaluar el equilibrio aromático de la fórmula. Aplicado a unas 30 marcas reconocidas de gin comercial, dicho indicador arroja un valor promedio cercano a 1,8, con una desviación estándar aproximada de 0,4. Esto permite utilizar los datos tabulados para definir estratégicamente qué botánico agregar a una receta, buscando mantener ese balance característico. Presentaremos un ejemplo de la metodología en breve en nuestro canal de YouTube “Capacitaciones El Molino”. Referencia: Ramírez, J., León, J. C., Amaya-Gómez, R., & Ratkovich, N. (2024). Assessing botanical compatibility in gin production: A mathematical model and network analysis approach. Food and Bioproducts Processing. Más información en www.capacitacioneselmolino.com
Por qué durante la maduración se reduce el picor del alcohol en el whisky
La maduración con el tiempo ayuda al destilado a tomar un carácter más suave en boca y produce una reducción del picor del alcohol. Pero, cómo se explican estos efectos desde la fisicoquímica. Un estudio bastante reciente realizado en Japón a través de sistemas de dispersión de luz y laser de helio y neón investigaron los fenómenos que se dan durante los procesos de añejamiento del whisky. En el estudio concluyeron que estos fenómenos se deben a la formación de estructuras tipo clusters dadas por puentes de hidrógeno entre las moléculas de etanol y agua. Específicamente detectaron la formación de dos tipos de clusters, de menor y mayor tamaño. Según sus resultados, los de menor tamaño serían cruciales para dar un carácter más sabroso al destilado y los de mayor tamaño serían los que contribuyen en reducir el picor o irritabilidad del alcohol. Referencia: Ken Morishima , Noriko Nakamura, Keisuke Matsui, Yoshikazu Tanaka, Hiroyasu Masunaga, Shoko Mori, Takashi Iwashita, Xiang li y Mitsuhiro Shibayama, Formation of Clusters in Whiskies During the Maturation Process, Journal of Food Science, 2019. PD: más información en www.capacitacioneselmolino.com
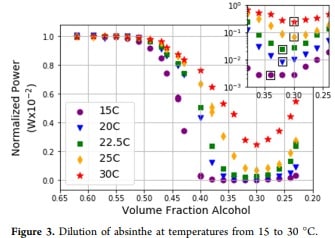
Efecto “louche” y temperatura
Algunos terpenos y el famoso trans-anetol del anís son responsables de lo que se conoce como efecto “louche” en los destilados, que le dan un aspecto blanquecino y turbio. Son clásicos la absenta, los aguardientes y el gin. Dicho efecto se da debido a la disolución de estos compuestos en alcohol. A su vez estos compuestos son insolubles en medio acuoso. Por lo tanto, en los destilados de alto contenido alcohólico no se perciben, pero cuando se añade agua de manera de estandarizar la graduación alcohólica se insolubilizan y se forma la micro-emulsión de color blanca. Por este motivo se suelen hacer cortes de cabeza durante la destilación para minimizar este efecto en el envase. La temperatura es otro de los factores que incide en el efecto louche. Un trabajo publicado por J. Bickel (2021) demostró la dependencia de tipo logística del efecto respecto a la concentración de alcohol de la absenta y la temperatura. Temperaturas más altas favorecen la disolución y se minimiza la turbidez. Se puede observar como debajo de 40 o 45°Abv ya comienza a formarse la turbidez (ver imagen del post). Referencia: Jessica E. Bickel, Anna Ellis, y Andrew Resnick, Examining the Temperature Dependence of Louche Formation in Absinthe, ACS Omega 2021. PD: más información en www.capacitacioneselmolino.com
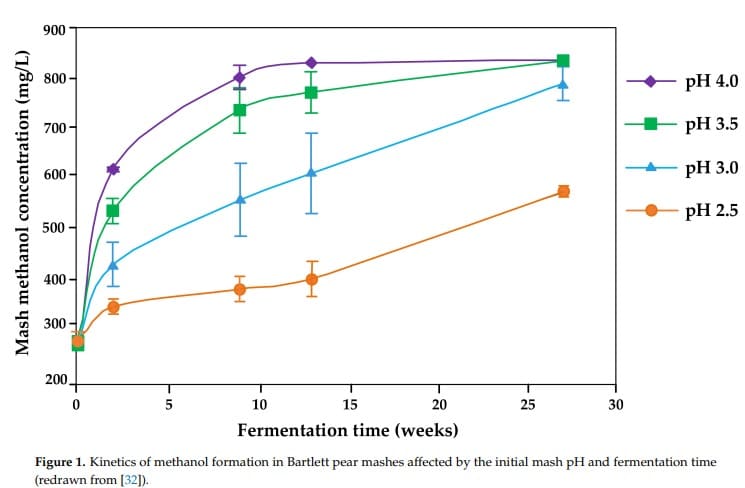
Reducción de Metanol en Destilados
En mostos de frutas la concentración de metanol es muy superior a los mostos de cereales o de azúcar, debido a la presencia de pectinas en las primeras. La concentración de metanol dependerá de los tratamientos previos que se le realicen a las materias primas. Un trabajo publicado en Grecia por M. Gerogiannaki (2004) propuso un método para reducir la concentración de metanol en mostos de grapa. El método consiste en acidificar el mosto con ácido cítrico, lo cual retardaría la proliferación bacteriana durante la fermentación y de esa manera han logrado bajar hasta un 20% la concentración de metanol en el destilado final. Un trabajo posterior (S. Cortés 2011) reafirmó dichos efectos al comparar contenido de metanol en grapa italiana vs orujo español. Los autores confirmaron que el contenido de metanol en la grapa italiana fue muy inferior al contenido en el orujo (355 vs 600 gr/100 litros de alcohol absoluto). Dicha diferencia la atribuyen a la aplicación del pre-tratamiento con ácidos que se realiza en Italia, y que aún en aquel momento no se consideraba una práctica usual en España. Un review aún más reciente (P. Blumenthal, 2021) presenta una serie de técnicas que se pueden aplicar para reducir la concentración. Para el caso de la técnica de acidificación del mosto los autores refieren al trabajo de M. Gerogiannaki (2004), y recomiendan reemplazar el ácido cítrico por algún otro ácido inorgánico como el fosfórico o sulfúrico. El cítrico, al tratarse de un ácido orgánico, podría agotarse en el medio debido a su inclusión en vías metabólicas. Utilizando un ácido inorgánico la reducción del metanol podría ser cercana al 50%. PD: más información en www.capacitacioneselmolino.com

Destilar en presencia de levaduras
Este es un lindo debate que se da en los destilados. Cuando cargamos el boiler del alambique con el mosto fermentado, ¿sumamos o no los pozos de levadura?. En un trabajo que ya tiene varios años publicado por H. Soumalainen (1966) se pudo observar que la destilación en presencia de levaduras incrementó el nivel de esteres de etilo, de acuerdo a la hipótesis de que parte de los esteres de ácidos grasos quedan retenidos en las levaduras por afinidad con la membrana plasmática (doble capa lipídica). Otro trabajo un poco más reciente de L. García-Llobodanin (2007) concluyó que los compuestos considerados negativos para la calidad de los destilados (metanol, entre otros) disminuyeron o no modificaron sus concentraciones al destilarse en presencia de levaduras. Por otro lado, algunos de los compuestos considerados positivos (decanoato de etilo y etil-2-trans-4-cis-decadienoato) aumentaron sus concentraciones en presencia de levaduras, en todos los equipos analizados. Por lo tanto, han podido comprobar que la destilación en presencia de levaduras produce un producto de mejor calidad. En este mismo trabajo compararon ambas situaciones en tres tipos de destiladores, uno de vidrio, uno de cobre y uno de vidrio con cañitos de cobre agregados al boiler. Encontraron además que la mejor opción en cuanto a la calidad organoléptica de los destilados se dio en los alambiques de cobre, una evidencia más en favor al cobre como catalizador del sabor en las destilaciones. PD: más información en www.capacitacioneselmolino.com
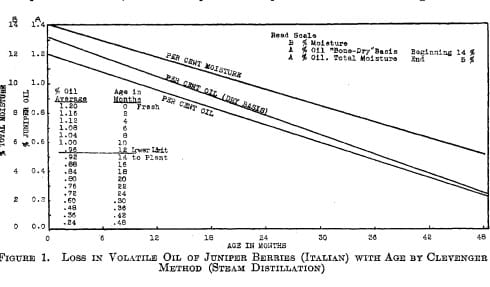
Un GIN de calidad
Además de contar con un buen alcohol extra neutro, agua pura y llevar adelante un proceso de destilación controlado, garantizar una excelente calidad y frescura de los botánicos es indispensable para lograr un GIN destacado. Dos papers de hace varios años comparten datos interesantes. En primer lugar Simpson (1966) citando a su vez a otros autores proporciona info como esta: 1) Las bayas de enebro almacenadas durante un año pueden sufrir un 20% de pérdida de aceites y entre un 15 y un 30% de humedad. 2) Las semillas de coriandro pueden perder un 30% de su contenido total de aceites en un año cuando son almacenados en envases cerrados herméticamente. 3) Los aceites de los cítricos sufren oxidación auto-catalítica cuando son expuestos a la luz y la humedad. Previamente Wilkie (1937) muestra la correlación entre la pérdida de humedad y la pérdida de aceites en las bayas de enebro, dando una pérdida casi total de ambos durante el almacenamiento en condiciones no controladas luego de dos años (ver imagen del post) Más recientemente H. Odak (2018) estudió los cambios en la composición de los aceites de enebro sometidos a diferentes condiciones de atmósfera, temperatura y luz. Los cambios más significativos en el período de un año fueron la reducción del mirceno al 50%, y la oxidación del limoneno que pasó de 6.1 a 5.3%, con el consecuente incremento de su producto de oxidación, el alfa-terpineol. Seguramente nuestro colega Rodrigo Carbajal pueda brindarnos información complementaria para lograr un buen almacenamiento de los botánicos. PD: más información en www.capacitacioneselmolino.com
Pot Still vs Destilación en Columna
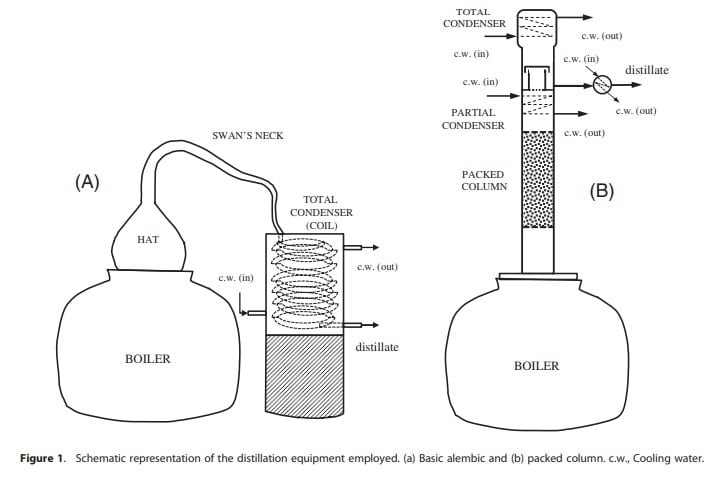
El método de destilación tuvo mayor influencia que la cepa de levadura en el carácter floral y afrutado de los aguardientes de kiwi. En comparación con los destilados producidos en un alambique de destilación simple (pot still), los destilados en columna rellena presentaron mayores cantidades de compuestos asociados con aromas favorables (florales y afrutados), como ésteres C6-C10 y monoterpenos, y a su vez menores cantidades de compuestos asociados con defectos organolépticos (ejemplo, flavor picante), determinados por el acetato de etilo y el acetato de metilo. Además, los destilados obtenidos con columna rellena fueron los preferidos por un panel de consumidores. Como dato adicional, en los procesos de destilación en columna también se lograron mayores recuperaciones de etanol. Esto se ha demostrado en el trabajo publicado por Y. Arrieta-Garay (2013). Allí se investigó el impacto del sistema de destilación y la cepa de levadura sobre el perfil químico y aromático de destilados de kiwi. Este tipo de investigaciones nos ayuda a tomar decisiones acerca de la elección de un alambique al momento de decidir una compra, y de cómo llevar adelante los procesos de destilación para lograr un determinado objetivo de producción. Referencia: Y. Arrieta-Garay y cols, Kiwi spirits with stronger floral and fruity characters were obtained with a packed column distillation system, 2013. PD: más información en www.capacitacioneselmolino.com
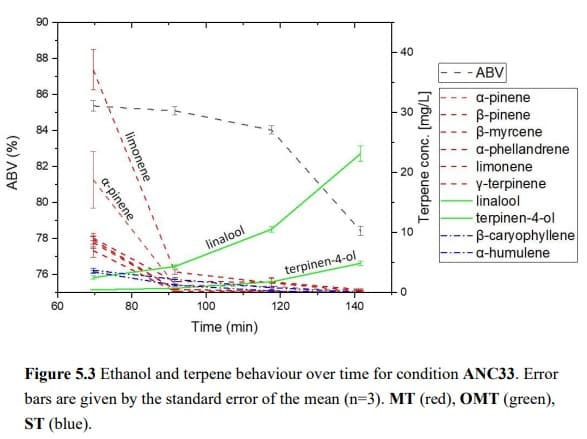
Aromas del GIN
Una de los mejores trabajos lejos de Tesis sobre el GIN que me tocó leer, el de Jan Hodel, 2021 con información sumamente rica y aprovechable. Entre tanta investigación realizada uno de sus ensayos se basó en destilaciones de GIN formulados artificialmente con terpenos estándar, entre los cuales se incluyeron monoterpenos (baja afinidad con el agua), monoterpenos de alcohol (mayor afinidad relativa con el agua) y sesquiterpenos (baja afinidad por el agua). Lo que se observa en la gráfica del post es una destilación atmosférica a diferentes tiempos. Como se puede ver claramente los monoterpenos de alcohol (linalol, terpinen-4-ol), aquellos que presentaban mayor afinidad con el agua comienzan a destilarse sobre el final del proceso, momento en el que la graduación alcohólica comienza a disminuir. En cambio los monoterpenos y sesquiterpenos se destilan principalmente al inicio. En la misma Tesis también se compararon estas destilaciones pero en destiladores de columna empacada y con reflujo. Cuando el reflujo es alto, la destilación de los monoterpenos de alcohol es insignificante. Esto es importante a la hora de definir un diseño de alambique para una determinada receta. No es lo mismo utilizar un pot still de destilación simple que un destilador con columna rellena o de platos con reflujo. Referencia: Jan Hodel, Flavour extraction during gin production using different distillation methods, 2021. PD: más información en www.capacitacioneselmolino.com

Alternativa de aprovechamiento del descarte de botánicos del GIN
El uso de botánicos en la producción de GIN oscila entre 10 y 40 gramos/litro, con un desperdicio en promedio entre 20 y 25 gramos por litro de gin producido. El destino habitual del descarte en muchas destilerías consiste en utilizarlo en compost. Sin embargo, las tendencias actuales en iniciativas de sustentabilidad, así como una mayor concientización sobre la gestión de subproductos, plantean la necesidad de explorar más usos de valor agregado para los desechos. Un trabajo de investigación muy reciente publicado por E. Umego, 2024, propone darle valor al descarte a través de su contenido de polifenoles residual, teniendo en cuenta su uso potencial como antioxidante natural. Considerando además que la extracción que ocurre durante la producción de gin no es exhaustiva. Para ello estudiaron diferentes condiciones de extracción utilizando el método de superficies de respuesta de manera de lograr optimizar las variables. Encontraron que las mejores condiciones para la extracción delos polifenoles se dan utilizando una temperatura de 65°C, una solución de etanol-agua al 50% y una relación de 40ml de solución por cada gramo de botánicos. Si bien no analizaron el contenido individual de los distintos polifenoles, el trabajo es interesante porque ofrece nuevo un uso potencial del descarte. Referencia: E. Umego y C. Barry-Ryan, Optimisation of polyphenol extraction for the valorisation of spent gin botanicals, Food Science and Technology, 2024. PD: más información en www.capacitacioneselmolino.com
Métodos alternativos de maduración
Tal como se comenta en un trabajo publicado por R. Madrera (2013), el envejecimiento de destilados en barricas de roble es un paso decisivo en el desarrollo de bebidas espirituosas de calidad. Durante el envejecimiento, se producen numerosos cambios que involucran a las sustancias presentes en el New Make Spirit y en la madera, modificando el color, el aroma y el sabor del destilado. Estos cambios están relacionados con varios procesos: evaporación de volátiles a través de la barrica, incorporación de sustancias extraídas o derivadas de la madera, reacciones de los compuestos presentes en los destilados frescos, absorción de compuestos en la propia madera y reacciones de los compuestos derivados de la madera con los componentes crudos del destilado. El proceso de envejecimiento se lleva a cabo lentamente durante varias décadas, particularmente en el caso de las bebidas espirituosas de mayor calidad. Esto implica sin duda un incremento en los costos de los productos. Para acelerar los cambios que se producen en la barrica, se han propuesto sistemas alternativos que consisten básicamente en un envejecimiento rápido mediante la adición de fragmentos o extractos de roble a las bebidas contenidas en tanques inertes, por ejemplo de acero inoxidable. En cuanto al brandy, se ha observado que al utilizar extractos o chips de roble, la presencia de los componentes procedentes de la madera es muy abundante e incluso superior a la de los destilados madurados en barricas, en particular la presencia de algunos compuestos fenólicos. Sin embargo, esta evolución podría considerarse incompleta, ya que el oxígeno incorporado a través de las duelas desempeña un papel importante desde el punto de vista químico y sensorial debido a los largos periodos de maduración requeridos. En trabajo citado aplicó sobre destilados de sidra la técnica de microoxigenación. Consiste en la adición controlada de pequeñas cantidades de oxígeno, que junto con el aporte de madera de roble en diferentes formatos, permite reproducir en cierta medida los cambios que se producen durante el añejamiento en las barricas. El resultado de la investigación mostró que el tratamiento con microoxigenación aceleró los cambios que se producen en los calvados en comparación con la crianza tradicional en barrica. Destacándose, por su posible impacto en el producto final, el mayor grado de oxidación en los destilados microoxigenados, lo que favorece el contenido de derivados benzoicos y acetaldehído total. Referencia: Roberto Rodríguez Madrera, y colaboradores, Comparative study of two aging systems for cider brandy making. Changes in chemical composition, 2013. PD: más información en www.capacitacioneselmolino.com
Congéneres en los Destilados (parte 2)
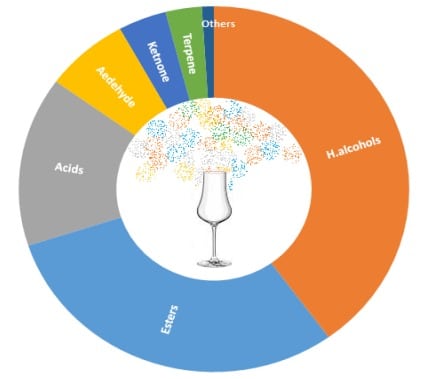
El 24 de mayo pasado publicamos un post haciendo referencia a los congéneres en los destilados, apuntando a las diferencias (en cantidad) entre los diferentes tipos de espirituosos, aquel trabajo publicado por Kris Arvid Berglund, Artisan Distilling, 2004. Aquí ampliamos la información y nos basamos en un trabajo publicado por Damir Stanzer y colaboradores, Alcoholic Fermentation as a Source of Congeners in Fruit Spirits, 2023. Los autores presentan un gráfico (ver imagen del post) con las proporciones relativas de los distintos grupos funcionales, y aseguran que los alcoholes superiores (o alcoholes fusel) son los de mayor incidencia en general en todos los destilados (excepto pocos casos donde ganan los ésteres). Queda afuera de este análisis el GIN en el que los terpenos protagonizan. Cada grupo de compuestos tiene su característica que los distingue. Los alcoholes superiores en pequeñas cantidades suelen aportar de manera positiva en los destilados, pero en grandes cantidades dan lugar a perfiles no deseados, tipos solvente, punzantes. Por ejemplo, se ha reportado que concentraciones mayores a 350 gr/hl de alcohol anhidro indican destilados de baja calidad. Los más representativos son el alcohol amílico activo (2-metil-1-butanol) y el alcohol isoamílico (3-metil-1-butanol) que se suelen describir con aromas solventes y a quita esmalte. Por otra parte, los alcoholes superiores son importantes para el carácter de los destilados ya que actúan como precursores de una importante clase de compuestos deseables, los ésteres. Las levaduras producen los alcoholes superiores en su metabolismo por la vía de Ehrlich, por transaminación de los aminoácidos. En fácil, le quitan el nitrógeno a los aminoácidos para nutrirse y queda como residuo el alcohol fusel. PD: más info en www.capacitacioneselmolino.com

El panel prefiere el whisky hecho con yogurt
Un estudio realizado en Atenas, Grecia encontró que el whisky destilado a partir de un mosto fermentado con una proporción de yogurt fue el preferido entre los miembros del panel sensorial. El 61,8% de los evaluadores eligió el whisky fermentado con yogurt respecto a otros dos whiskys elaborados de manera similar pero sin yogurt. El objetivo del trabajo fue balancear el perfil de esteres apuntando a un incremento en los derivados del ácido butanoico, lo que contribuiría, según los autores, al carácter floral y afrutado del producto final. Para ello utilizaron bacterias lácticas a partir de yogurt griego, co-inoculado junto con las levaduras de destilería. Los fermentos obtenidos fueron destilados dos veces y la fracción corazón fue añejada por un período de dos años en 6 gr/litro de chips de roble. En la imagen del post (extraída del paper original) puede verse la mayor proporción de ácido butanoico y su éster de etilo en las muestras tratadas con yogurt. El ácido butanoico en altas concentraciones da lugar a descriptores aromáticos no deseados, sin embargo en pequeñas cantidades podrían contribuir positivamente a partir de sus reacciones de formación de esteres. Referencia: Evangelia A. Tsapou, y colaboradores, Addition of yogurt to wort for the production of spirits: Evaluation of the spirit aroma over a two-year period, 2020. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
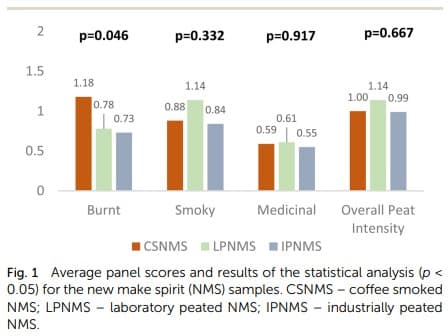
Reemplazo de Turba con Desechos de Granos de Café
Si bien la industria del whisky no utiliza tanta turba como lo hacen otros sectores, se está trabajando en favor de una conciencia en el uso responsable de la misma. Esto es debido a que la turba funciona como un hábitat natural para ciertas plantas y animales que sólo viven allí, y juega además un rol importante en otras cuestiones ambientales como la prevención de inundaciones o la filtración de agua. La turba tiene un papel predominante en los perfiles sensoriales de algunos whiskys ahumados ya que muchos de sus compuestos de descomposición térmica son transferidos a los cereales durante los procesos de secado y malteado. Algunos de ellos, y con particular interés son los compuestos fenólicos, tales como el guaiacol, cresol, fenol y derivados. Se ha investigado que los descartes de los granos de café contienen muchos de estos compuestos. Por lo tanto, podría actuar como potencial sustituto de la turba. Un trabajo reciente de investigación realizado en Edimburgo llevó adelante un estudio comparativo de whiskys elaborados con turba y con granos de café agotados. Y el resultado fue muy prometedor según comparten los autores. Si bien los perfiles de los whiskys obtenidos no son exactamente iguales (ver imagen del post), los paneles sensoriales de expertos no han detectado grandes diferencias. Excepto en el perfil “burnt” o quemado del whisky que aparentemente se encuentra un poco elevado en la muestra elaborada con granos de café. Este efecto podría reducirse si se hicieran mezclas en diferentes proporciones de café y turba por ejemplo. Los análisis fisicoquímicos (con resonancia magnética y otros métodos cromatográficos) que realizaron sobre las muestras detectan la presencia de más de tres mil compuestos de aroma, y más de dos mil son comunes entre ellas, lo que demuestra un grado de similitud química alto. Los autores, a través de sus resultados, sugieren que los descartes de café son una alternativa prometedora para la producción de whiskys ahumados. ¿Interesante no?, ¿qué opinan? Referencia: Kacper P. Krakowiak, An assessment of spent coffee grounds as a replacement for peat in the production of whisky: chemical and sensory analysis of new make spirits, 2024. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
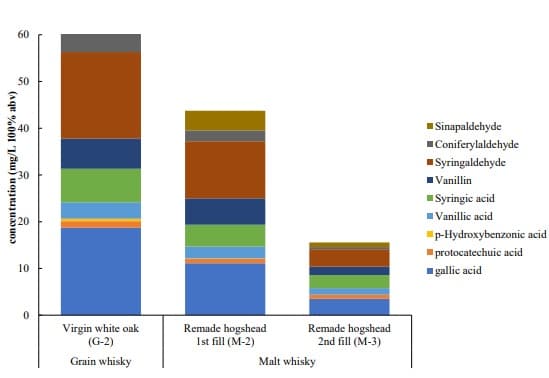
Aporte comparativo de barricas reutilizadas
El aporte de la barrica de madera en el perfil de los destilados añejados es generalmente de alto impacto. Un gran porcentaje de los perfiles sensoriales de los destilados es responsabilidad del aporte de la madera. Compuestos derivados de la celulosa y hemicelulosa, compuestos fenólicos derivados de la lignina, microoxigenación, eliminación de volátiles, concentración de congéneres, etc. Un trabajo de Tesis realizado en Edimburgo por Yuichiro Katsuki, denominado “Analysis and Origin of characteristic aroma of whisky matured in ex-red wine casks”, 2021, analizó entre muchas otras cosas el aporte diferencial de barricas de primer uso comparado con barricas de segundo y tercer uso. Los resultados luego de comparar whiskys de cinco años de añejamiento se muestran en la imagen del post. Claramente los usos sucesivos de la barrica ofrecen menores concentraciones de los compuestos derivados de la madera en el producto final. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

¿Podemos reutilizar levaduras en la destilería?
…Podemos Sin embargo, no es una práctica muy popular por varios motivos. En primer lugar, los mostos para whisky u otros destilados no se someten a hervor (como lo hace la cerveza), y como consecuencia la carga microbiana exógena (bacterias, levaduras salvajes) termina siendo significativamente alta de entrada. Por ende, si optamos por reutilizar la levadura tendremos mayor probabilidad de contaminación negativa en el próximo lote. Aunque como toda probabilidad, tendrás una chance que todo salga bien también. Doy fe de ello, ya que lo he probado, algunas veces salió bien, otras no tanto. Otro aspecto tiene que ver con el estrés al que se somete Saccharomices Cerevisiae al fermentar mostos para destilados. Por un lado, altas concentraciones de azúcares en los mostos, y al no ser osmotolerante, sufre un inevitable estrés osmótico. Por otra parte, los pHs bajos y la alta graduación alcohólica desencadenan otras reacciones de estrés en la propia levadura que las vuelven más frágiles. En la jerga cotidiana decimos que a estas levaduras las mandamos a la guerra. Este contexto adverso genera un ambiente negativo para la salubridad y vitalidad de las levaduras, lo que hace que en definitiva las destilerías opten por utilizar levadura nueva y fresca cada lote. Referencias: Martina Daute, Exploiting yeast diversity in whisky fermentations for biocatalysis of desirable flavour compounds, Tesis phD, 2021. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

Bacterias Lácticas (LAB) en la Producción de Whisky (mini review)
Como se menciona en la publicación de Van Beek y Priest (2000), a diferencia de lo que ocurre en las cervecerías, durante la producción de whisky, el mosto no se somete a hervor. De esta manera, la actividad de las enzimas solubles de la malta se conserva durante la fermentación para maximizar la producción de alcohol. En consecuencia, las bacterias que provienen de la malta y que pueden sobrevivir al proceso de maceración (62 a 64 °C durante unos 60 minutos), formarán parte activa de la etapa de fermentación posterior. Entre las bacterias predominantes, las ácido lácticas (LAB) son las que se encuentran en mayor proporción (Whisky Science, 2012) debido a su tolerancia al calor y su capacidad de metabolizar y multiplicarse en las condiciones anaeróbicas y de bajo pH propias de una fermentación para producción de whisky. También se menciona en el mismo artículo que la presencia de estas bacterias puede afectar la fermentación y consecuentemente el perfil sensorial del whisky de diversas maneras. Si ingresan a la etapa de fermentación en grandes cantidades, compiten por los nutrientes con las propias levaduras, lo que reduce eventualmente su crecimiento y la producción de etanol. Además, los metabolitos producidos por estas bacterias (principalmente el ácido láctico) pueden limitar la productividad fermentativa de las células de levadura. Sin embargo, en una destilería que garantiza buenas prácticas de manufactura, las bacterias ácido lácticas solo proliferan durante las últimas etapas de la fermentación, cuando la levadura ha agotado los nutrientes disponibles y se encuentra en fase estacionaria. Se cree que esta "fermentación láctica tardía" contribuye positivamente al sabor del whisky al aportar una nota más afrutada y esterosa. El crecimiento de las bacterias lácticas (LAB) depende en gran medida de la limpieza de la destilería. La mayor parte de las LAB provenientes de las materias primas muere durante los procesos de malteado y maceración, y su principal fuente se origina en las tuberías, los enfriadores y los fermentadores. Esto varía entre las destilerías, ya que muchas de ellas utilizan fermentadores de madera de alerce o pino, como Edradour, Glenlivet, Glengoyne, Cardhu, Dalwhinnie, Blair Athol, Oban, Caol Ila, entre otras. Otras en cambio utilizan fermentadores de acero inoxidable como Glenfarclas, Tomatin, Macallan, Glenmorangie, Laphroaig y Speyside (Udo 2006). Los fermentadores de acero son más fáciles de limpiar y seguramente contengan menores concentraciones de bacterias que su contraparte de madera. Por otra parte, los tiempos de fermentación prolongados aumentan el crecimiento de LAB, especialmente después de 48 horas. Algunas destilerías utilizan tiempos de fermentación menores a 50 horas totales, como Glenmorangie, Glen Grant, Arran, Dalmore y otras utilizan tiempos mayores como Cardhu, Balvenie, Kilchoman. Y por otro lado algunas destilerías utilizan tiempos de fermentación variables, por ejemplo, más cortos entre semana y más largos los fines de semana, lo que tiende a producir perfiles de mostos ligeramente diferentes. Ejemplos de estas son Blair Athol, Talisker, Lagavulin y Oban. Referencias: https://whiskyscience.blogspot.com/2012/02/lactic-acid-bacteria.html Sylvie Van Beek y Fergus Priest, Decarboxylation of Substituted Cinnamic Acids by Lactic Acid Bacteria Isolated during Malt Whisky Fermentation, APPLIED AND ENVIRONMENTAL MICROBIOLOGY, 2000. Udo M. The Scottish Whisky Distilleries. Black & White 2006. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

Agua en Destilados (mini review)
El agua en los destilados se utiliza con varios propósitos, entre ellos el proceso de maceración, la producción de mostos, la reducción de graduación alcohólica para entrar en barrica o para embotellar. Y también como agua de servicio, tanto como fuente de calor o como agua de enfriamiento. El agua de proceso utilizada en destilerías podría contener compuestos orgánicos e inorgánicos muy variados. Los compuestos orgánicos ingresan a los sistemas acuáticos como carbón orgánico disuelto (DOC) a partir del contacto con los suelos o de la degradación de materia particulada proveniente de la microflora y de la vegetación del ambiente. Dependiendo del origen del agua, ésta podría contener compuestos derivados de plantas que provienen de sus componentes como la lignina, los carbohidratos, las proteínas etc. Por su parte, los minerales son lixiviados a partir de capas rocosas. Muchos de ellos tienen una influencia directa sobre el comportamiento de las levaduras en fermentación (ejemplo, magnesio) y sobre los procesos en general de producción de destilados. El calcio es requerido durante la maceración para lograr la correcta estabilización de la enzima alfa-amilasa, responsable de la degradación de almidón en azúcares fermentables. Wilson (2008) observó, en whiskys escoceses, que la presencia de compuestos derivados de la turba presentes en el agua de maceración causan incrementos en los niveles de ésteres y alcoholes superiores producidos por las levaduras, mientras que la presencia de ciertos iones metálicos inhiben en parte la actividad de las mismas. Encontró además que aguas suplementadas con compuestos derivados de la turba daban lugar a whiskys de carácter más complejo. En general se requiere de agua de buena calidad, sin embargo entre destilerías hay grandes variaciones en las composiciones de las aguas de proceso, principalmente en términos de composición orgánica e inorgánica. Asimismo la actividad bacteriana, particularmente de bacterias ácido lácticas, también contribuye en la calidad organoléptica del producto final (Akira Wanikawa, 2000). Para procesos de extracción, por ejemplo en la elaboración de GIN, el uso de agua con bajo contenido mineral favorece la difusión de los principios activos de interés desde la matriz vegetal hacia la mezcla alcohol – agua. Los trabajos publicados por Yong-Quan Xu (2016) y Jakub Wyrostek (2021) muestran claramente dicho efecto en distintas materias primas vegetales. Con relación al agua utilizada para ajustar el nivel de alcohol (down proofing), se suele usar la misma que se emplea para el macerado, sin embargo al ser una pequeña cantidad el impacto sobre la percepción sensorial suele ser mínimo, tal como muestra el trabajo publicado por Z. Wang (2024). Pero si se utilizara agua con alto contenido mineral durante esta etapa del proceso, ello podría dar lugar a precipitados y turbidez no deseada en el producto final. Referencias: Craig Wilson, The Role of Water Composition on Malt Spirit Quality 2004. Akira Wanikawa y colaboradores, Conversion of Unsaturated Fatty Acids to Precursors of γ-Lactones by Lactic Acid Bacteria during the Production of Malt Whisky, 2000. Zhuzhu Wang. Effect of water type and proofing method on the perceived taste/mouthfeel properties of distilled spirits, USA 2024. Yong-Quan Xu, y colaboradores, Effect of the type of brewing water on the chemical composition, sensory quality and antioxidant capacity of Chinese teas, Food Chemistry, 2016. Jakub Wyrostek y colaboradores, The Effect of Water Mineralization on the Extraction of Active Compounds from Selected Herbs and on the Antioxidant Properties of the Obtained Brews, Foods 2021. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
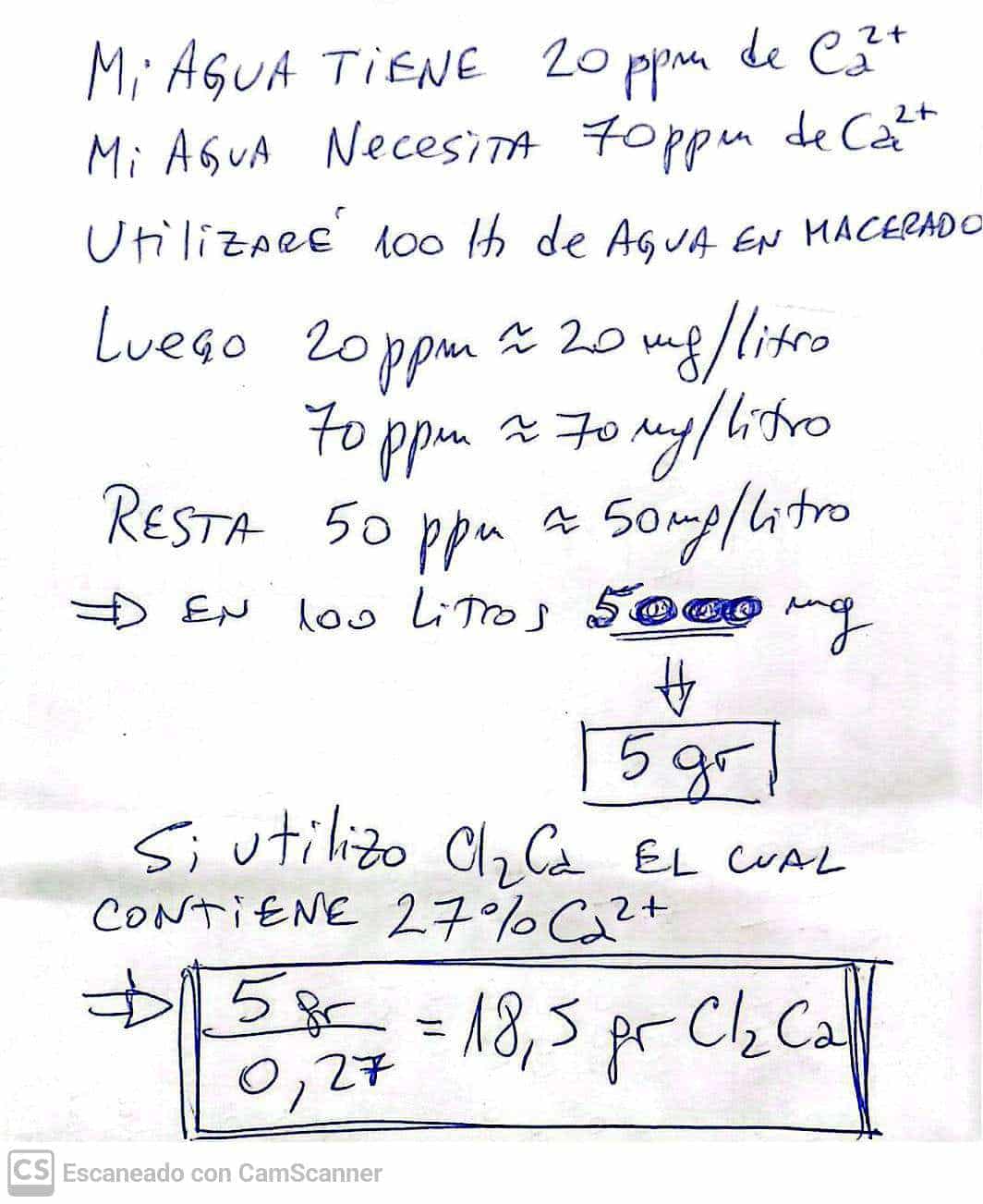
Desechando a la Regla de Tres (la detesto…)
La famosa Regla de Tres, tan usada en infinidad de contextos (incluso la he usado mucho para explicar conceptos en varios de mis libros), de a poco la tenemos que ir reemplazando. Mi sugerencia es que puedas entrenarte en el uso de fracciones en su lugar. Mucho más práctico, rápido y ágil. A modo de ejemplo, consideremos el caso en el que tenemos que ajustar nuestra agua para macerar malta en la elaboración de cerveza o whisky. Es sabido que la alfa amilasa, enzima encargada de degradar los almidones durante la maceración, necesita entre 50 y 100 ppm de Calcio para actuar de manera estable. Si el agua qua vayamos a utilizar contiene una concentración menor de Calcio, luego deberíamos añadir el mineral a través de alguna de sus sales, como por ejemplo el Cloruro de Calcio. A la hora de calcular la cantidad de sal que debemos añadir es necesario conocer el volumen de agua a utilizar, su concentración actual de calcio, y el porcentaje de calcio que contiene la propia sal. En la imagen del post se muestra una forma de realizar el cálculo utilizando una fracción (sin regla de tres). PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
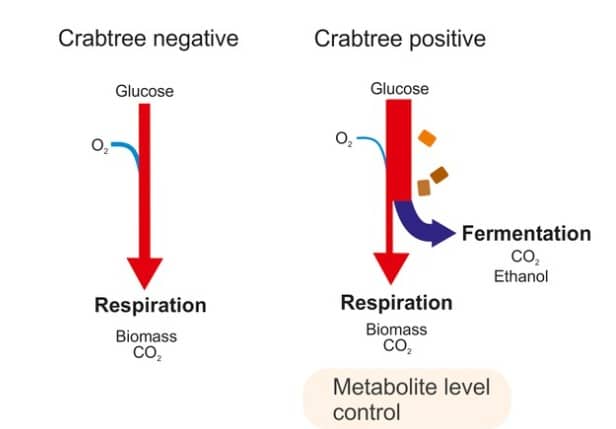
Efecto Crabtree en levaduras (Cerveza/Whisky)
una maravilla metabólica bajo estudio científico (Autor: Sebastián Oddone) El efecto Crabtree en Saccharomyces cerevisiae se refiere al fenómeno donde la levadura reprime la respiración y en su lugar produce etanol en condiciones aeróbicas con altas concentraciones de glucosa. Para generar energía, la levadura puede utilizar tanto las vías respiratorias, que consumen oxígeno, como las fermentativas, que producen etanol. La vía respiratoria genera 10 veces más ATP por molécula de glucosa y tiene una producción de biomasa cinco veces mayor. Por lo tanto, resulta contradictorio que la levadura utilice la vía fermentativa incluso en presencia de oxígeno y altas concentraciones de azúcar (es decir, el efecto Crabtree), cuando crece rápidamente. La motivación biológica de base para este tema aún se debate y no se predice mediante modelos metabólicos simples. Sin embargo, se ha planteado la hipótesis de que la fermentación tiene una mayor eficiencia catalítica que la respiración, es decir, que se produce más energía por masa de enzima. Otra hipótesis es que, en un contexto de alta concentración de azúcar (mucho alimento), a pesar de contar con oxígeno, la levadura fermenta y produce etanol por una cuestión de competencia, debido a que el etanol tiene efectos tóxicos y afecta la proliferación de otros grupos de microorganismos que podrían interferir con el propio desarrollo de las levaduras, interesante la evolución, no?. Pero entonces, por qué motivo es necesario en algunas ocasiones oxigenar los mostos al inicio de la fermentación, si de todas formas la levadura fermenta?, la respuesta vendrá en un post siguiente, y tiene que ver con la formación de esteroles para garantizar un buen desarrollo de las fermentaciones. Referencia: Douwe Molenaar y colaboradores, Shifts in growth strategies reflect tradeoffs in cellular economics, Molecular Systems Biology 5; Article number 323; 2009. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
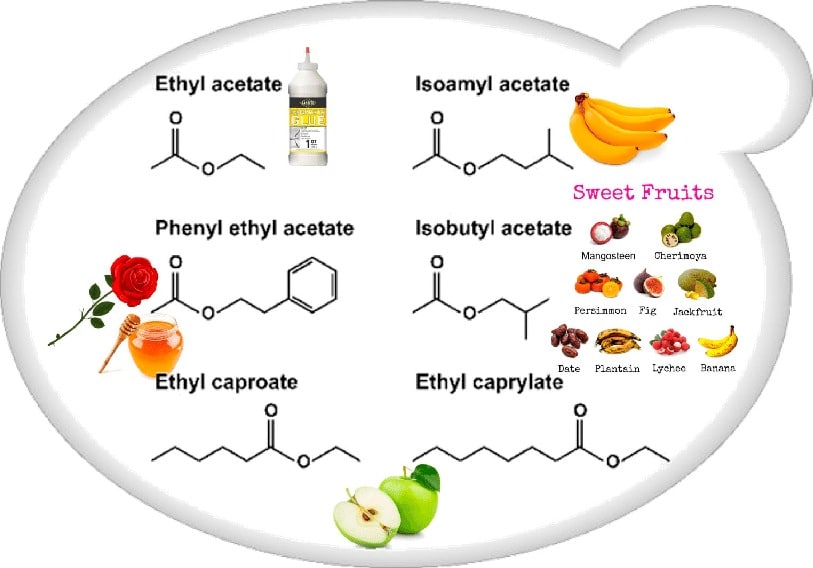
Esteres de Acetato vs Esteres de Etilo (Cerveza/Whisky)
Dentro del mundo aromático de estas bebidas, los esteres juegan un rol muy importante. Estos imparten aromas de tipo afrutado y floral en las bebidas, muchas veces muy buscados. Dentro de los éteres hay dos grandes grupos, los esteres de acetato y los esteres de etilo. Ambos se forman por reacción de alcoholes con ácidos. Los esteres de acetato, se forman por reacción de Acetil-CoA y etanol u otros alcoholes superiores, en ausencia de oxígeno. Dentro de ellos, el acetato de etilo es el más abundante ya que se forma por combinación de etanol y ácido acético (moléculas muy presentes en las bebidas alcohólicas). Además, los esteres de acetato son moléculas pequeñas que pueden atravesar la membrana de las levaduras y exponerse al medio, con lo cual generan un impacto aromático significativo en las bebidas. Los esteres de etilo, en cambio, son moléculas más pesadas formadas por ácidos grasos de cadena larga y etanol. Por ser más pesados les cuesta más ser excretados al medio, y terminan en menor porcentaje en las bebidas. Los esteres se generan desde tres orígenes: 1) esterificación enzimática durante la fermentación, 2) esterificación química durante el añejamiento, 3) trans-esterificación, reacción por la cual un éster se puede convertir en otro éster. Ahora bien, los científicos se han preguntado, por qué razón las levaduras han desarrollado la capacidad de generar ésteres en su metabolismo. Y las razones son varias, pero hay dos muy interesantes. La primera es que en general los ésteres son menos tóxicos que sus alcoholes y sus ácidos precursores, de manera que la formación de ésteres podría funcionar como un mecanismo detoxificante. Segundo, gracias a sus aromas afrutados, los ésteres serían atractores de insectos, y de esta manera pegados a las patitas de los insectos viajarían de un lado al otro, consiguiendo lo que en definitiva están buscando, conquistar el mundo. Referencia: Thomas J. Kelly y colaboradores, Sources of Volatile Aromatic Congeners in Whiskey, 2023. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
Tratamiento UV del agua desmineralizada
Tratamiento UV del agua desmineralizada (Para los aficionados al cálculo matemático) Visité hace poco una destilería muy importante. En la misma contaban con un tanque de 10.000 litros de agua desmineralizada para utilizar en el ajuste de alcohol del GIN y el Vodka. Por tratarse de agua desmineralizada y sin cloro, la destilería optó por mantener el agua circulando a través de un sistema de esterilización UV en línea. La cuestión es ¿cuánto tiempo demorará en pasar la totalidad del tanque por el sistema UV? Si el agua pasara por UV y se trasvasara a otro tanque, la cuenta sería muy sencilla. 10.000 litros a un caudal de 125 litros/minuto, nos demandaría 80 minutos. Sin embargo, como el agua vuelve al mismo tanque, debemos considerar el factor de mezcla, y el sistema dinámico es algo más complejo. En la foto del post va la solución. Observar que el tiempo se incrementa a casi 400 minutos (considerando que un 99% del contenido del tanque pasa al menos una vez por el UV). PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
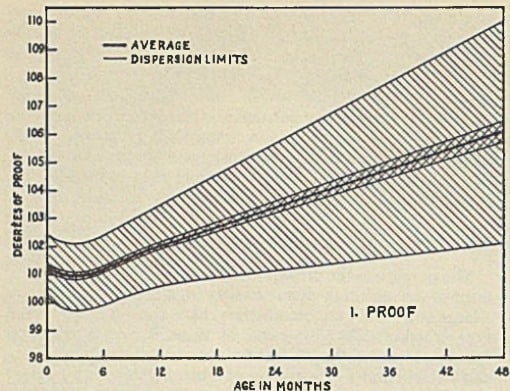
Efectos de la Temperatura y la Humedad en la Maduración del Whisky
La temperatura y la humedad son dos de las variables más influyentes en los cambios que ocurren durante la maduración del whisky. La temperatura gobierna la cinética de la maduración. Tal como menciona el libro Tannin and Time: A Technical Guide for Barrel Maturation de Ian Verno (2025), condiciones cálidas de almacenamiento aceleran la difusión del alcohol y el agua en la madera, incrementando la velocidad de degradación de lignina y hemocelulosa y promoviendo el desarrollo temprano de esteres, aldehídos y taninos. Adicionalmente, ambientes a altas temperaturas (más de 30°C) provocan rápidos añejamientos, pero también promueven altos niveles de evaporación y pueden causar sobre-extracción y desarrollo de flavors desbalanceados (pasados de carácter madera). Por su parte, la humedad ambiente influye en la composición de la evaporación en el madurado. En ambientes de alta humedad prevalece la pérdida de etanol, mientras que en ambientes de humedad media-baja se favorece la pérdida de agua por sobre el etanol. Esto fue demostrado en una publicación de 1943 de los autores Liebmann y Rosenblatt, Changes in Whisky while Maturing. La imagen del post fue extraída del paper original citado. Una humedad relativa de entre 65 y 85% normalmente se busca para sostener niveles de evaporación balanceados. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
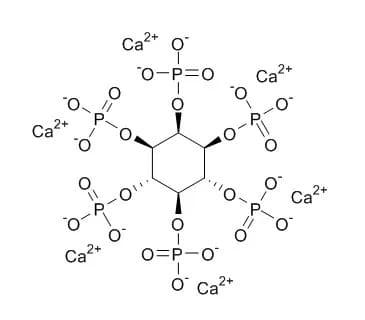
El Rol del Ácido Fítico y el pH en los mostos de cerveza y whisky
El Rol del Ácido Fítico y el pH en los mostos de cerveza y whisky (Autor: Sebastián Oddone, inspirado en la curiosidad de Sofi Pietta) Los fosfatos en la malta se encuentran mayoritariamente en forma de ácido fítico (ftato, phytin), y juegan un rol fundamental en el control del pH durante los macerados de malta. Básicamente lo que sucede es que los iones Calcio y Magnesio presentes en el mosto interaccionan con los grupos fosfato que se han hidrolizado y liberado. Esta interacción provoca una precipitación de compuestos tipo hidroxil apatita que a su vez liberan protones. Los protones liberados por esta reacción son absorbidos por el Bicarbonato presente en el mosto (alcalinidad del agua) causando una neutralización de alcalinidad y un descenso consecuente del pH. Si el agua aportara un contenido de bicarbonato (en equivalentes) mayor a los propios del calcio y magnesio, luego permanecerá en el mosto alcalinidad sin neutralizar. A esto se lo denomina “Alcalinidad Residual”. De esta manera, el pH final de un macerado dependerá, entre otras variables, de las concentraciones de calcio, magnesio y bicarbonato presentes. Adicionalmente el tipo y marca de las maltas empleadas (receta), el grado de molienda, la relación de empaste también ejercerán su influencia. Referencia: A. J. deLange, Alkalinity, Hardness, Residual Alkalinity and Malt Phosphate: Factors in the Establishment of Mash pH, 2004. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

¿Qué hacer con la fase “oleosa” que normalmente sobrenada el primer destilado?
El resultado del primer destilado (low wines en la jerga del whisky, stripping run o simplemente destilado ordinario) normalmente presenta una separación de fases y un sobrenadante oleoso en su superficie. Este sobrenadante está compuesto entre otros por esteres de ácidos grasos de alto peso molecular y ácidos carboxílicos saturados de cadena larga. Dichos compuestos podrían brindar aromas tipo colas en el destilado. Como estos compuestos son solubles en alcohol, es importante asegurar que la primera destilación finalice con una graduación alcohólica menor al 30%. De esta manera las fases se separarán y luego se simplifica el hecho de no incorporarlas en la segunda destilación. Si en cambio la graduación alcohólica es mayor al 30°Abv estos compuestos se solubilizarán en la solución y pasarán al próximo destilado causando resultados desfavorables sobre los perfiles organolépticos. En algunas situaciones la primera destilación se define cortar en graduaciones alcohólicas altas. Si este fuera el caso la recomendación es añadir agua tal que descienda por debajo de 30°Abv y pueda formarse la separación de fases (hidroseparación). Finalmente cabe mencionar que algunos maestros destiladores optan por reutilizar esa fase oleosa porque obtienen buenos resultados. En definitiva es una decisión de cada destilería. Sería interesante escuchar comentarios al respecto. Referencia: Inge Russell and Graham Stewart, Whisky: Technology, Production and Marketing, 2003. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
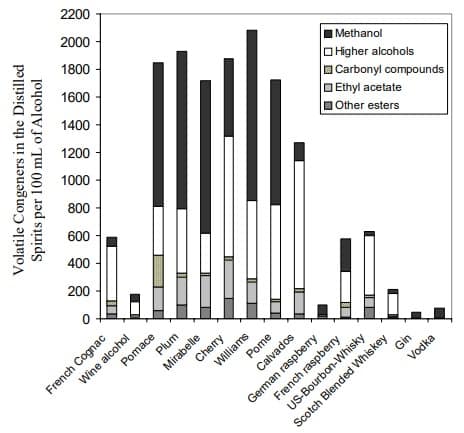
Congéneres en los Destilados
Además del alcohol etílico y el agua en un destilado hay un sinnúmero de otros compuestos derivados tanto de las materias primas, como de la propia fermentación y del madurado. A estos compuestos se los denomina en general como “congéneres”, y consisten básicamente en ácidos orgánicos, ésteres, alcoholes pesados, entre otros. Muchos de estos congéneres son deseados en el destilado, otros no tanto. De esta manera, los procesos de fermentación, destilación y madurado pueden ser controlados para lograr el mejor balance entre los congéneres buscados y los no deseados. Tarea ardua del Maestro Destilador. La figura compartida en el post (extraída del trabajo mencionado abajo) muestra las diferencias entre las concentraciones de congéneres para distintos destilados. Puede observarse claramente que los espirituosos que menos congéneres presentan son como era de esperarse el GIN y el Vodka. En el otro extremo se encuentran los Brandys de frutas con altísimas proporciones de congéneres, y en el medio los Whiskys (incluso los Bourbon contienen mayor proporción en promedio que los Escoceses). Referencia: Kris Arvid Berglund, Artisan Distilling, 2004. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
Cálculo de Dureza del Agua
Si conoces la concentración de Calcio y Magnesio en tu agua (en ppm), luego podes calcular la dureza total de dicha agua. Lo que tenes que hacer es lo siguiente: En primer lugar conocer los equivalentes de Calcio y Magnesio. En este caso los equivalentes se calculan en función de la valencia de los cationes (2+). Por lo tanto, el Calcio y el Magnesio aportan 2 equivalentes (se entiende como cantidad de electrones que pueden aceptar). Una vez que conocemos lo equivalentes de ambos, dividimos el peso atómico por esos equivalentes. El Calcio tiene un peso atómico de 40 gr/mol (de la tabla periódica) y el Magnesio tiene un peso atómico de 24,2 gr/mol. De manera que el peso atómico dividido el número de equivalentes da como resultado para el Calcio 40/2 = 20 y para el Magnesio 24,2/2 = 12,1. Como la dureza se expresa en CaCO3 (Carbonato de Calcio) y éste tiene un peso equivalente de 50 (masa molar / número de equivalentes, en este caso 100 / 2), entonces la cuenta es: Dureza total = 50 x ([Ca2+]/20 + [Mg2+]/12.1) Ejemplo: si mi agua tiene 20 ppm de Calcio y 7 ppm de Magnesio , entonces la Dureza total será: 50 x (20/20 + 7/12.1) = 79 PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
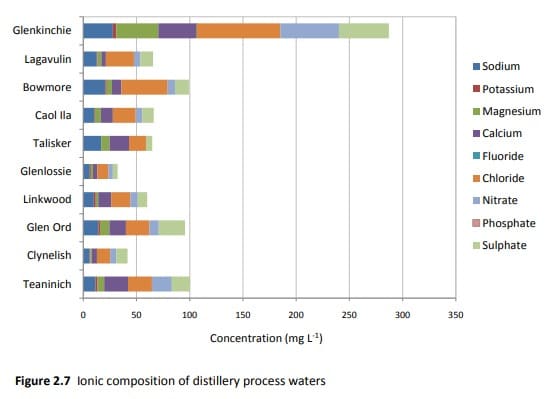
Perfiles de Agua en la Producción de Whisky
Podemos descubrir que tipo y marca de malta usan, podemos averiguar que cepa de levadura inoculan y los proveedores de ambas materias primas (y de hecho lo hicimos…). Pero no podemos copiar su clima ni su agua, por más ajustes y adaptaciones que podamos hacer, nunca será igual. Serán dos de los motivos que hacen que sea difícil igualar a los whiskys escoceses. Dejemos el clima de lado y metámonos en el mundo del agua. Una Tesis muy interesante publicada por Craig Wilson en la Universidad de Hariot-Watt, Edimburgo nos brinda algunas pistas. En la misma estudiaron la composición del agua de proceso de varias destilerías de Escocia y compartieron múltiples resultados y conclusiones. Uno de ellos es el perfil de minerales del agua de estas destilerías (ver imagen del post extraída de la Tesis original). Claramente puede observarse que en general se trata de aguas de baja carga mineral, aunque con algunas diferencias entre las destilerías. A los interesados en estos temas, les recomiendo leer la Tesis completa porque van a extraer mucha info interesante. Pero a la hora de producir mi planteo es el siguiente: vamos a intentar imitar el agua (y el clima) de Escocia para obtener whiskys parecidos a ellos?, no sería mejor producir los mejores whiskys que podamos lograr con nuestro clima y nuestra composición de agua? ¿Qué opinan al respecto? Referencia: Craig Wilson, The Role of Water Composition on Malt Spirit Quality, 2008. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
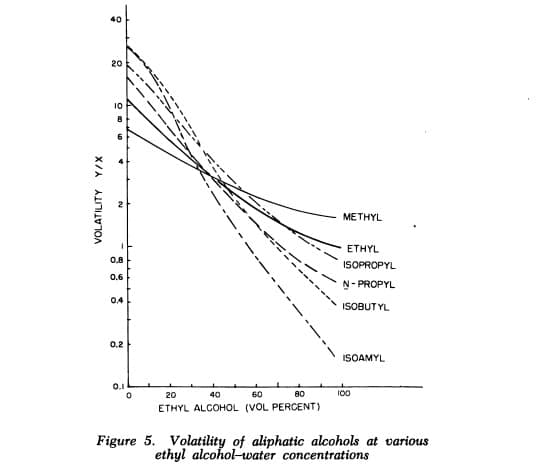
Cabezas vs Colas (¿clarito no?)
Los congéneres de cabeza y los de cola difieren en función del tipo de mezcla a destilar, eso está claro. Sin embargo también difieren de acuerdo a la graduación alcohólica del medio que los contiene. Normalmente se dice que el metanol se destila al principio, y que alcoholes más pesados como el propanol o el butanol se destilan tarde. Esto parece razonable, ya que el peso molecular del metanol en menor al del etanol, mientras que tanto el propanol como el butanol tienen pesos moleculares mayores. Ahora bien, el peso molecular (es decir, cuan pesados son) no es la única variable que influye en la volatilidad. Otra variable tiene que ver con la afinidad de cada compuesto respecto del agua. Resulta que en estos alcoholes alifáticos se da justamente la tendencia opuesta. Este curioso efecto genera cambios en las composiciones de cabezas y colas de acuerdo a las condiciones de los procesos de destilación. Por ejemplo si se lleva a cabo una única destilación estos compuestos estarán afectados por mayores proporciones de agua, mientras que si se realizan dos o tres destilaciones, comienza a preponderar la graduación alcohólica por sobre el agua, invirtiendo el comportamiento. Esto se ve “clarito” en la figura del post, extraída de la cita de abajo. Teniendo en cuenta este tipo de efectos uno comienza a comprender las diferencias entre destilados y una muy clara es la diferencia entre los piscos peruanos (con una destilación) vs los piscos chilenos (con dos destilaciones). Referencia: James Guymon, Chemical Aspects of Distilling Wines into Brandy, 1974. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
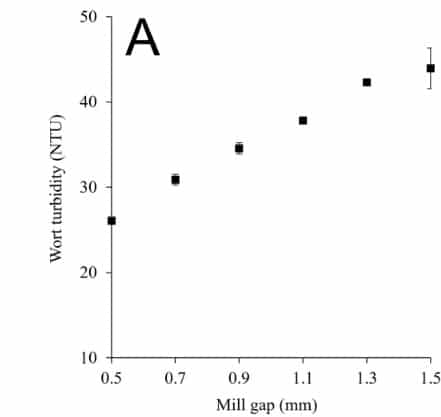
Muchas veces la realidad es totalmente opuesta a lo que creemos
Si te preguntara en qué situación obtendría un mosto más turbio, A) molienda fina, B) molienda gruesa, que dirías en primera instancia. Probablemente elijas la opción “A”, molienda fina. Sin embargo es todo lo contrario. Al menos así lo demuestra el reciente trabajo citado abajo. Si la molienda es gruesa quedarán poros de mayor tamaño en la cama de granos, y esto funcionaría como un filtro más ineficiente. En la figura del post, extraída del paper original, se observa claramente como a medida que incrementa el tamaño de la molienda, aumenta la turbidez del mosto medida en NTU. Pero esto no es todo, también se ha demostrado en el mismo trabajo que a medida que aumenta la turbidez disminuye considerablemente el contenido de esteres en el mosto (responsables de aromas afrutados y florales). Esto es porque a mayor turbidez pasan más lípidos al fermentador los cuales inhiben la acción de las enzimas acyl-transferasas productoras de esteres. Sin duda por estas y otras razones no debemos descuidar la molienda durante los procesos de producción de cerveza y whisky. Referencia: Yuichiro Mese, y colaboradores, Effect of Grist Particle Size Distribution and Wort Turbidity on Ester Composition of Malt Whisky New Make Spirit, 2025. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

Cómo afecta la tasa de inoculación en el perfil del whisky
Un trabajo reciente realizado en la Universidad de Heriot Watt, Edimburgo investigó diferentes tasas de inoculación de levadura sobre el perfil de los whiskys. En primer lugar compararon las diferencias en la producción de volátiles entre lavaduras activas secas y levaduras líquidas propagadas. Observaron que las levaduras líquidas producen concentraciones significativamente mayores de esteres. Por su parte, las levaduras secas producen mayor cantidad de acetaldehído, lo que puede indicar fermentaciones incompletas con carencias de nutrientes. Adicionalmente, las levaduras secas presentan una fase lag más extensa, cosa que podría favorecer una mayor proliferación bacteriana inicial. Pero yendo al punto, en cuanto a la tasa de inoculación se estudiaron tres, 0,5 gr/litro (sub-inoculación), 1 gr/litro (control), 2 gr/L (sobre-inoculación). Se observó que a medida que se incrementa la tasa de inoculación, la producción de esteres afrutados (esteres de etilo) disminuye. Lo opuesto ocurre con los esteres de acetato (perfiles florales). Otro dato que puede ser interesante, es que en la destilación del whisky el mosto pasa al boiler del alambique con parte de las levaduras incluidas. Y como resultado cambios en la tasa de inoculación y en la concentración final de levaduras en suspensión, se espera que contribuyan en la composición final del producto debido a los compuestos volátiles que derivan de la lisis de las levaduras. Por su parte un mayor número de levaduras podría tener un impacto en la destilería a través de un incremento en los residuos internos del alambique con una subsecuente reducción en la eficiencia energética. Referencia: Reid, S y colaboradores, The influence of yeast format and pitching rate on Scotch malt whisky fermentation kinetics and congeners, J Inst Brew 2023,129:1-17. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
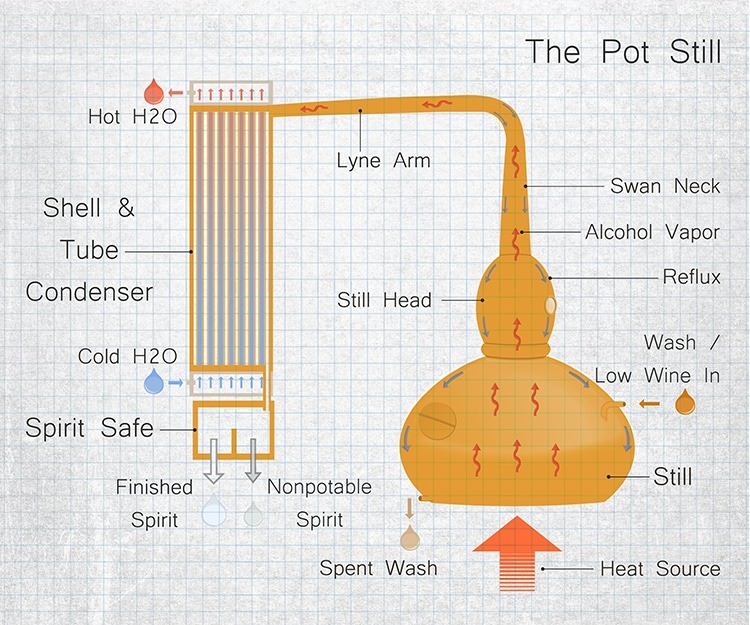
Cómo afecta el tipo de condensador en el carácter del whisky
A la hora de elegir nuestro alambique para destilar whisky, vamos por una “serpentina” o por un “casco y tubos”. Más allá de la diferencia en costo que puede llegar a haber entre ambos, también hay una diferencia en la eficiencia del enfriamiento y en el carácter del whisky. A este último punto nos vamos a referir en este post. Se sabe que a mayor temperatura mayor cantidad de cobre se solubiliza en el destilado, y este cobre va a colaborar con la eliminación de ciertos sulfuros y por ende con el carácter del whisky. Esta es una de las razones por las que no es conveniente condensar el destilado a temperaturas muy bajas. Dado que se ha demostrado que cuanto más caliente esté el condensado, más cobre se disuelve, luego los “low wines” que se condensan en la parte superior de un serpentín, contendrán concentraciones más bajas de cobre que la que habrá en los condensadores de casco y tubo, que presentan una mayor superficie de cobre frente a los vapores calientes de condensación. Adicionalmente, si el agua de refrigeración no está lo suficientemente fría, como puede ocurrir durante el verano, los condensados disolverán más cobre que en invierno. Seguramente los fabricantes de alambiques puedan darnos más razones a la hora de seleccionar uno. Referencia: George N. Bathgate, The influence of malt and wort processing on spirit character: the lost styles of Scotch malt whisky, J. Inst. Brew. 2019 PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

¿Al final los Sulfuros se forman o se eliminan durante la Destilación?
El archi discutido tema sobre los sulfuros en los destilados y la importancia del cobre para su eliminación ¿se pone en duda?. Un review con el título “A Narrative Review of Sulfur Compounds in Whisk(e)y”, publicado en Japón por Akira Wanikawa y Toshikazu Sugimoto, trata específicamente sobre este gran tema. Los autores comentan en dicho trabajo que los sulfuros son formados durante el proceso de malteado, durante la fermentación y luego son eliminados en el madurado. Pero durante la destilación se generan y se eliminar, ocurren ambas reacciones al mismo tiempo. Lo que sucede es que cuando se habla de sulfuros no se habla de un único compuesto, sino de decenas de compuestos de azufre que pueden tener un impacto negativo (y a veces positivo) sobre el destilado. Y que cada uno reacciona de manera diferente de acuerdo a las condiciones que se le presentan. Particularmente y a modo de ejemplo la formación de DMDS un sulfuro con aromas vegetales se favorece en presencia de cobre (todo lo contrario a lo que usualmente se piensa). Y esto no es nuevo, es más una investigación también realizada en Japón por Masuda y Nishimura muestra que una destilación en cobre genera diez veces más DMDS que en un destilador de vidrio. Por el contrario, existen múltiples evidencias que muestran como muchos compuestos sulfurosos son eliminados durante la destilación en cobre. Y compuesto de mucho más impacto aromático como el DMTS que aporta aromas a vegetales podridos. Por lo tanto y como conclusión, es evidente que se trata de un importante tema para estudiarlo en profundidad y comprender en detalle las reacciones involucradas a la hora de producir un mejor destilado. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
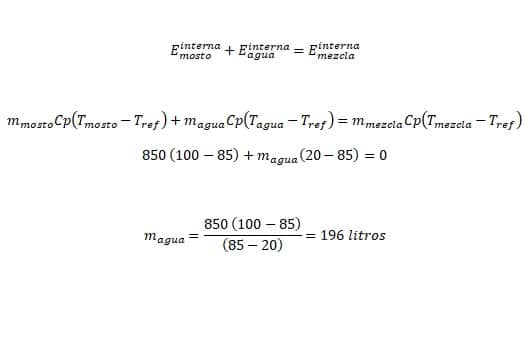
Cómo calcular el agregado de agua fría para el HOPSTAND
El hopstand es una técnica de lupulado bastante utilizada por los cerveceros en la elaboración de cervezas tipo IPAs. Consiste en hacer una adición de lúpulo en el Whirlpool y mantener la condición de contacto por un tiempo determinado (entre 20 y 80 minutos). Para que la extracción sea más cuidadosa en términos de la eliminación de aromas frescos del lúpulo, muchas veces se lleva a cabo con el mosto a una temperatura cercana a los 85 grados centígrados. El problema es que para alcanzar esta temperatura luego del hervor lleva tiempo, es por eso que una técnica sugiere la adición de cierta cantidad de agua fría (o por lo menos a temperatura ambiente) de manera de lograr rápidamente alcanzar la temperatura objetivo. Debemos considerar en este caso formular la receta para alcanzar una densidad proporcionalmente mayor con el hervor para que al momento de adicionar el agua se obtenga la densidad deseada. Ahora bien, ¿cómo calcular el agua necesaria que debe ser agregada?, para eso nos valemos del balance de energía interna de los componentes y lo desarrollamos como muestra la imagen del post. En primer lugar la Energía Interna del mosto sumada a la Energía Interna del agua, daría como resultado la Energía Interna de la mezcla. Vamos a considerar que las capacidades caloríficas (Cp) del agua y del mosto son iguales, y que la temperatura de referencia es igual a la temperatura objetivo de la mezcla, en este caso 85 grados centígrados. Si a modo de ejemplo trabajamos con una masa de mosto de 850 kilos (esto se puede calcular a través del volumen y la densidad del mismo, siendo la masa igual al volumen multiplicado por su densidad), y vamos a utilizar agua a 20 grados centígrados, luego despejando de la fórmula la masa de agua obtenemos el resultado buecado. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
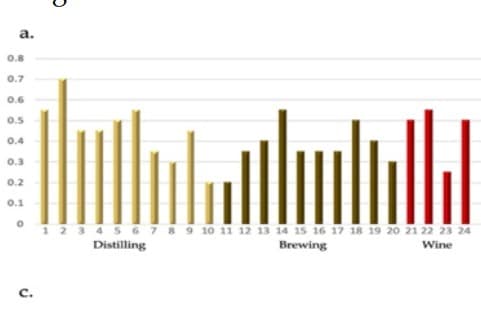
Opciones de Levaduras para Destilería
(La gráfica está tomada de la cita de abajo) Un artículo bastante reciente realizado en el Reino Unido ha estudiado una lista de 24 levaduras activas secas disponibles comercialmente. Levaduras tanto de destilería, como de cerveza y también de vino. Uno de los objetivos del trabajo se basó en investigar el perfil de flavor que cada cepa ofrece sobre el destilado. Entre los resultados que obtuvieron, compartimos aquí uno de ellos, que tiene que ver con los niveles de perfil afrutado que aporta cada una de las cepas sobre el whisky. En el grafico se ve claramente como la cepa Safspirit M1 logra el mejor resultado en ese sentido. Luego le sigue una cepa de cerveza, la famosa Safale S04 y luego una de vino, la Lalvin EC1118. Por otro lado, el mismo artículo también ha investigado las cepas con mayor aporte floral, las más sulfurosas, las más cerealosas, entre otras. Referencia: Christopher Waymark and Annie E. Hill, The Influence of Yeast Strain on Whisky New Make Spirit Aroma, Fermentation 2021, 7, 311. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

¿Se puede hacer Whisky con levadura de PAN?
Claro que sí. La levadura de panadería también es Saccharomyces Cerevisiae, la levadura de cerveza y de destilería, al menos la más utilizada. Pero entonces, ¿por qué compraría levadura de destilería si la levadura de pan es la misma e incluso mucho más económica?, La realidad es que a pesar de ser de la misma familia, presentan características diferenciales. Las levaduras de destilería comerciales son más puras que las levaduras de panadería, es decir, tienen menor cantidad de bacterias. Por otro lado, las levaduras de destilería han sido adaptadas para soportar mayor graduación alcohólica, y son también más atenuantes. Esto es, generan más alcohol para una determinada concentración de azúcar en los mostos. Las levaduras de pan son POF+, quiere decir que son productoras de fenoles, cuestión que no nos influye mucho en los panes, pero quizás sí en los whiskys. Conclusión, he probado hacer varios whiskys con levadura de panadería, y en muchos casos han resultados mejores productos comparados con otros desarrollados con levaduras más específicas. No hay reglas, sólo sumérgete en este mundo y anímate a probar. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

¿Qué son los ésteres?
Esos compuestos tan buscados en los whiskys, los brandys e incluso en varios estilos de cerveza. Moléculas compuestas por carbono, hidrógeno y oxígeno que otorgan perfiles aromáticos de tipo afrutados y aportan a estas bebidas gran parte de su calidad organoléptica. Pero, ¿cómo se forman?, ¿de dónde surgen? Desde el proceso de destilación hasta su añejamiento final, el sabor de un whisky se ve influenciado durante todas las etapas de producción. En la fermentación del mosto surgen enormes posibilidades en la aparición de sabores distintivos y, a veces, curiosos, gracias a los ésteres. Un éster es un compuesto químico que se puede formar en cualquier situación donde un alcohol se enlaza con ácidos orgánicos (carboxílicos) o ácidos grasos por condensación, lo que provoca una pérdida de moléculas de agua. Los ésteres comunes se encuentran de forma natural en frutas como las manzanas, que se identifican por su aroma más dulce, e incluso en productos no comestibles como esmaltes de uñas, disolventes o perfumes. En la fermentación del whisky, la cepa de levadura utilizada puede producir diferentes ácidos y, por lo tanto, una amplia gama de ésteres derivados. Algunas reacciones pueden tener lugar también durante la destilación, y la concentración y tipos de ésteres pueden modificarse durante ésta etapa. La última oportunidad para la aparición de ésteres en la elaboración del whisky ocurre durante la maduración en barrica. En este momento, un sinfín de reacciones que pueden dar lugar a nuevos ésteres con nuevos perfiles de aromas. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

El Arte del “Down Proofing” Whisky
Destilaste tu whisky o tu brandy a la perfección, lo maduraste lo mejor posible dándole el tiempo que se merece, y de repente… Le agregas agua para darle la graduación requerida para embotellar. Resultado: saponificación, ésteres convertidos en “jabón”, o más discretamente sales de ácidos grasos. Bien, lo que te sugiero es aplicar la técnica lenta de “down proofing”. Es decir, ir agregando agua desmineralizada de forma paulatina hasta alcanzar la graduación alcohólica esperada. Este proceso puede desarrollarse en un lapso de días, semanas o hasta meses. El resultado, según los especialistas, será un producto de mejor calidad. Sin embargo, un paper muy reciente (citado abajo) muestra que el efecto del down proofing lento no es significativo en destilados añejados, y sí es significativo en destilados sin añejar. Desde ya un tema muy interesante para estudiar y probar. Y vos ¿Lo probaste? Cita: Zhuzhu Wang. Effect of water type and proofing method on the perceived taste/mouthfeel properties of distilled spirits, USA 2024. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

Cálculo de Agua de Enfriamiento para Destilar
Interesante tema, muy consultado por cierto. En relación a los métodos de enfriamiento para procesos de destilación. Es decir el frío necesario para condensar los vapores de los alambiques. La forma más económica de hacerlo (sin derrochar agua) es recircular con una bombita a través de un recipiente que contiene agua fría. Un cálculo simple nos ayudará a entenderlo: Pongamos como ejemplo que estamos destilando con un pequeño alambique de tres litros cargado con un litro de mezcla alcohol-agua al 60°Abv. A partir de tablas termodinámicas podemos suponer que el calor latente de vaporización de esta mezcla será cercano a 300 kcal/kg. Si durante el proceso se condensan 0,5 litros (aprox. 0,5kg de vapor), y esto ocurre en el lapso de una hora, luego se requerirá extraer 0,5 x 300 = 150 kcal/hr. Para ello se utilizará agua del grifo a 15°C. Considerando que el agua no podría incrementar su temperatura más allá de 22°C (de otra manera será incapaz de enfriar correctamente nuestro vapor destilado), entonces por el balance de energía tenemos que 150 = magua x 1 x (22 – 15). Despejando la masa de agua (magua) nos queda magua = 150 / 7 = 21,4 kilos de agua. Conclusión: para poder llevar adelante el proceso de destilación de medio litro de producto necesitaría un tanque con más de 20 litros de agua. Buen tema para analizar, verdad?, claro que hay otras opciones, torres de enfriamiento, chillers, uso de agua más helada, etc. Sin embargo, todas ellas involucran un mayor costo en el proceso. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
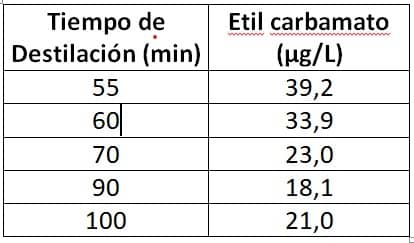
La Importancia de Destilar Lento (continúa…)
La Importancia de Destilar Lento (continúa…) (La gráfica está creada a partir de datos originales de la cita de abajo) Siguiendo con la temática en relación a la velocidad de destilación, un primer concepto es “si te vas a dedicar a destilar, tenés que tener paciencia”, los ansiosos quedan afuera rápidamente, por ansiosos nomás… Un trabajo de investigación de 2012 en Brasil muestra cómo se reduce la concentración de Carbamato de Etilo a medida que se reduce la velocidad de destilación. La reducción es muy significativa. Si se duplica el tiempo de destilación, el carbamato se reduce a la mitad. Teniendo en cuenta en potencial cancerígeno del Etil Carbamato, luego tiene sentido aplicar la paciencia, sin dejar de lado que a menor velocidad en la destilación la calidad del destilado también aumenta por otros factores, como los mencionados en un post previo. Referencia: Urgel de Almeida Lima, y colaboradores. Influence of fast and slow distillation on ethyl carbamate content and on coefficient of non-alcohol components in Brazilian sugarcane spirits, J. Inst. Brew. 2012; 118: 305–308. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

Fermentación para Destilados
En este post me gustaría comentar algunas diferencias entre las fermentaciones para whisky y para brandy. Normalmente un mosto para whisky se fermenta por tres o cuatro días, a una temperatura relativamente alta, cercana a los 30°C. Esto genera un mosto con alto contenido alcohólico en poco tiempo. No es una preocupación mayor los posibles off flavors que se generan en la fermentación por el hecho de fermentar a altas temperaturas. Esto porque los perfiles de flavor de los whiskys se ven afectados en gran medida por los efectos del añejamiento. Alcoholes superiores que puedan generarse cuando la actividad metabólica es exacerbada serán convertidos en su mayoría en esteres con aromas afrutados más adelante durante la maduración. Por su parte, para el brandy se recomiendan fermentaciones a temperaturas medias, unos 20°C, de manera que los aromas de los mostos no sean eliminados (stripping) por el flujo de CO2 que se generaría en fermentaciones de alta actividad metabólica como las de whisky. Esto tiene una clara consecuencia negativa que es la demora en la fermentación, que en estos casos podría extenderse quizás hasta quince días. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

¿Fermentar CON GRANO o SIN GRANO?
... las levaduras trabajan hasta el 1ro de mayo... (Autor: Sebastián Oddone) Dentro de las posibilidades en la producción de whisky está el hecho de fermentar con o sin presencia de grano. En primer lugar, esta posibilidad se presenta ya que, a diferencia de la elaboración de cerveza, en la producción de whisky el mosto no se cocina, no se hierve. Es más, habitualmente se dice "estoy cocinando cerveza", pero no se dice "estoy cocinando whisky". Esta diferencia radica en qué para el caso del whisky, al ser una fermentación de pocos días y que luego se destila, la presencia de carga bacteriana alta en el mosto no interfiere demasiado, y hasta muchas veces es buscada. La cuestión que esto permite fermentar con el grano. Una ventaja muchas veces se observa cuando se utiliza una alta proporción de maíz en la receta. Al no presentar actividad diastasica el maíz requiere de la intervención de enzimas exógenas que pueden provenir de otros cereales como la cebada. De manera que, al no ser sometido el mosto a altas temperaturas luego las enzimas quedarán activas también durante la fermentación y esto permitiría que se desarrolle algo similar a lo que ocurre en Sake y se conoce como "fermentación múltiple paralela", una situación en la que ocurre fermentación en simultáneo a la degradación de los almidones. Bueno, a pesar de esto que podría ser una ventaja, se debe tener en cuenta también y dependiendo de la escala, la posibilidad de bombeo de sólidos de un recipiente a otro. En pequeña escala esto puede ser simple, pero en otras escalas se comienza a complicar el asunto, aunque con elementos y tecnología se puede resolver de todas maneras. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
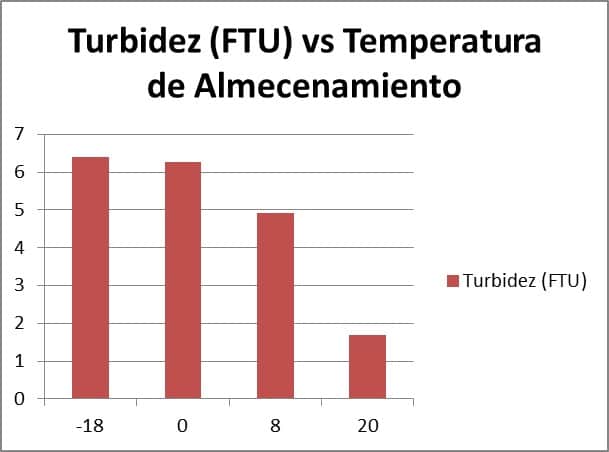
Los Destilados cambian en la BOTELLA
(La gráfica está creada a partir de datos originales del paper citado abajo) Un trabajo de investigación bastante actual demostró que los destilados sufren varios cambios una vez envasados y en poco tiempo. Una de las variaciones la da la temperatura de almacenamiento. Observar en la gráfica del post como a menor temperatura de almacenamiento aumenta la turbidez del destilado. Este efecto podría deberse a la insolubilización de ciertos compuestos, como alcoholes superiores y esteres de ácidos grasos. Adicionalmente en el trabajo se demostró que la solubilidad de dichos compuestos decrece a medida que decrece la graduación alcohólica del espirituoso. Pero además de esto, se muestra en el mismo paper como cambian las concentraciones de ciertos metabolitos secundarios como los ésteres, acetales, aldehídos, entre otros. Por ésta y muchas otras investigaciones, y experimentos propios es posible afirmar que los destilados cambian con el tiempo, una vez envasados, rompiendo ese famoso mito que dice que una vez embotellados los espirituosos no cambian más. Vale aclarar que si se enfrentan con un producto que luego de años no presenta cambios, desconfíen que se trate de un producto natural. Seguramente se trate de un producto completamente artificial. Referencia: Mateusz Rózanski y colaboradores, Influence of Alcohol Content and Storage Conditions on the Physicochemical Stability of Spirit Drinks, Foods 2020, 9, 1264. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
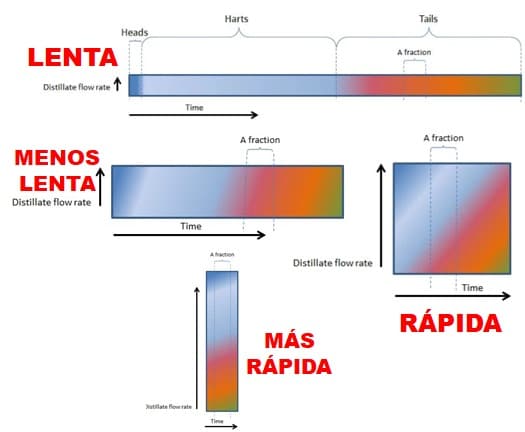
Destilación rápida vs Destilación lenta
Destilación rápida vs Destilación lenta (La gráfica está creada a partir de datos originales de la cita de abajo) Se trata de una duda muy común entre los que se inician en el mundo de los destilados. Y aquí se presentan muchas cuestiones para discutir. Una primera cosa tiene que ver con el concepto del reflujo, y la mayor purificación del destilado cuanto más reflujo haya, por lo tanto la destilación más lenta iría en pos de ello. Adicionalmente el mayor contacto de los vapores con el cobre generaría un producto mucho más refinado, teniendo en cuenta la importancia del cobre en relación a la eliminación de sulfuros. Y otro tema interesante es cómo a medida que se acelera la velocidad de destilación, disminuye la posibilidad de realizar mejores cortes. La figura del post muestra exactamente eso. A medida que se va incrementando la velocidad de destilación se desdibujan cada vez más las fracciones, y en un caso extremo se podría decir que cada fracción es igual a la anterior, es decir no se logra separar absolutamente nada, y nuestro destilado será realmente un desastre. Referencia: https://distillique.co.za/blogs/default-blog/the-effect-of-boiling-rate-on-fractions-during-distillation?srsltid=AfmBOoo_2BHGt3qUojxpFmGRtIRXpaw7LQIXA5iDS5gtkIQvqqRKrb-l PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com

La Importancia del Control en los Tratamientos Térmicos
(Autor: Sebastián Oddone) La pasteurización se aplica en la cerveza para prolongar el tiempo de vida útil. Un tratamiento térmico relativamente suave, a diferencia de la esterilización, que logra disminuir la cantidad de microorganismos presentes en el envase, de manera que el producto mantenga por un mayor período de tiempo sus propiedades originales. Pero claro, este proceso debe ser controlado, caso contrario “peor el remedio que la enfermedad”, la cerveza será deteriorada por el calor, se exacerbarán los efectos de la oxidación y estaremos peor que antes. Para ello se debe definir un programa tiempo-temperatura adecuado tal que garantice la pasteurización por un lado, pero que al mismo tiempo provoque un mínimo deterioro en la calidad organoléptica del producto. Normalmente una cerveza con 4 o 5 grados de alcohol requiere valores de pasteurización cercanos a 30 UP, es decir 30 unidades de pasteurización, lo que equivale a 30 minutos a 60 grados, o bien a menos de 2 minutos a 72 grados. Estos programas deben ser perfectamente llevados a cabo, con mediciones de temperatura en el interior de las botellas, y con ello construir las tablas de UP que permitan calcular minuto a minuto el avance de la pasteurización. Finalmente, si el objetivo es elaborar cerveza para consumo personal o bien en una escala en la que es posible controlar la trazabilidad, y mantener la cerveza, por ejemplo, a bajas temperaturas, luego no tendrá sentido la pasteurización y tu producto será mucho mejor desde el punto de vista de la frescura y los sabores. Depende, todo depende... PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
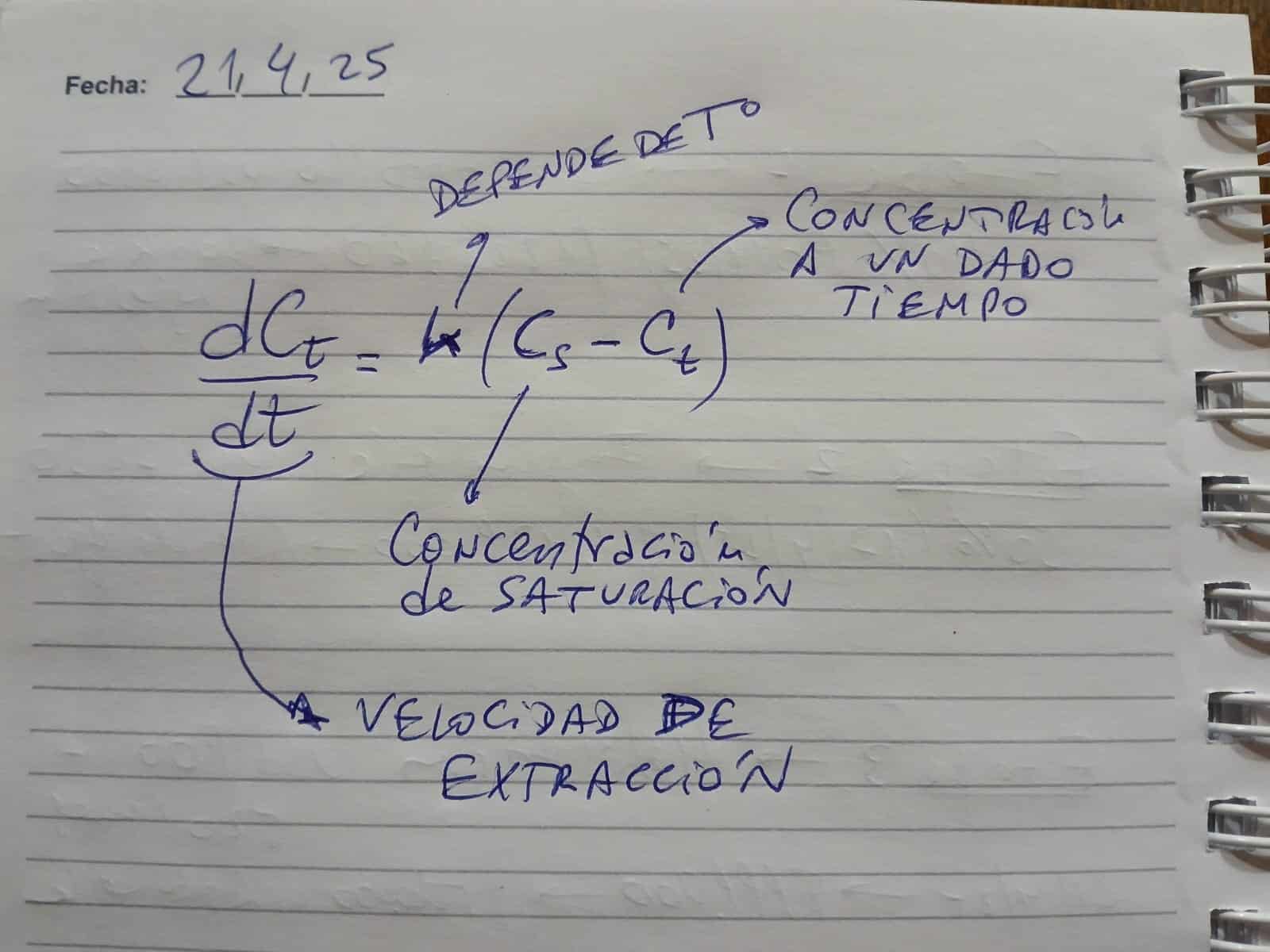
Extracción de Botánicos para GIN
La foto del post es un apunte a mano alzada que preparé para intentar compartir este importante tema. El fenómeno de extracción de aromas de un botánico puede seguir un modelo como el de la foto. Observar que cuando la concentración en el líquido alcanza la concentración de saturación, la extracción se detiene. Es decir, si Ct es igual a Cs luego la resta es cero y por ende la velocidad de extracción es cero. Esto no quiere decir que ya no podamos extraer más, sino que se ha alcanzado el equilibrio. Te lo cuento con un ejemplo cotidiano. Suponte que te haces un té y dejas el saquito varias horas en contacto con el agua. Resulta que llega un momento que ya no vas a extraer más de ese saquito. Sin embargo, si ese mismo saquito lo colocas en nueva taza de agua volvés a extraerle un poco más de té. Es decir, en la primer taza se alcanzó el equilibrio y ya no extraes más, pero si le renovas el agua podes seguir extrayendo. ¿Interesante no? Esto aplica perfectamente a la extracción de hierbas para bebidas como vermut y fernet, que normalmente se hacen dobles extracciones para aprovechar al máximo lo que puede aportar la hierba. Y a su vez cada extracción se mantiene por varias semanas en contacto. Sin embargo en el caso del GIN se suelen aplicar tiempos de contacto mucho menores, un par de días, o incluso horas. De esta manera claramente no se alcanza el equilibrio, y la extracción es mala desde el punto de vista del rendimiento. Lo que ocurre en el GIN es que normalmente se busca extraer sólo los perfiles más sutiles de aroma, y eso se logra con poco tiempo de contacto. Queda abierto el tema a la discusión y a la investigación. Si tenes dudas al respecto podes escribirnos a cursos@capacitacioneselmolino.com

La Teoría de las Capas en los Aromas del GIN
A la hora de desarrollar una receta de GIN propongo trabajar de la siguiente manera: Definir las capas o niveles de los flavors esperados. ¿De qué se trata esto? En las bebidas aromáticas como el GIN (también ocurre en otras como el Fernet), podemos clasificar en capas a los flavors (aroma + sabor), entre las cuales tenemos: 1) Los flavors primarios, son aquellos que distingo inmediatamente al probar la bebida. 2) Los secundarios, son los que puedo llegar a distinguir si le dedico un tiempo a la degustación (si los busco los encuentro). Un consumidor promedio no podrá detectar más de tres o cuatro botánicos, y un experto no más de cinco o seis. 3) Finalmente los terciarios, son los que no puedo discriminar. Son flavors que aportan a la calidad organoléptica general pero no sé quiénes son. Esto últimos son los más importantes, al menos desde mi punto de vista. Lo que hace que tu receta sea inimitable, y lo que otorga un perfil único a tu producto. Sino pregúntale a las fábricas de bebidas maceradas, esas que utilizan más de 40 o 50 botánicos en sus recetas. Propongo en general intentar desarrollar productos sin capas primarias, ya que en ese caso serán productos muy fáciles de copiar, muy lineales y generarán un agotamiento en el consumidor. Es un tema discutible, es una sugerencia, pero ¿Qué opinas?

El "corte de seguridad" en el GIN
El arte de la destilación se representa en los cortes, cómo, cuando y por qué. Cuando me toca asesorar en la producción de GIN me gusta hablar del corte de seguridad. Esto se refiere a la zona del corte entre el corazón y las colas. Resulta que para garantizar un buen corte lo recomendable es durante el diseño del proceso obtener varias fracciones en la zona del corte, agregarles una parte de agua neutra, taparlas y al día siguiente evaluarlas sensorialmente para decidir donde se única el corte. Sin embargo, muchas veces uno está apurado y quiere tomar decisiones en el momento (no recomendable). En estos casos mi sugerencia es realizar el corte de seguridad. Esto es destilar hasta obtener un 50% en volumen de destilado, en relación al volumen inicial del boiler. Esto en el contexto de iniciar con una mezcla cercana al 60% de alcohol. Esto garantiza no incluir cortes de cola en el producto final, a expensas de perder rendimiento. Considero que es una buena opción hasta que se logre desarrollar un buen olfato, propio de un maestro destilador con experiencia
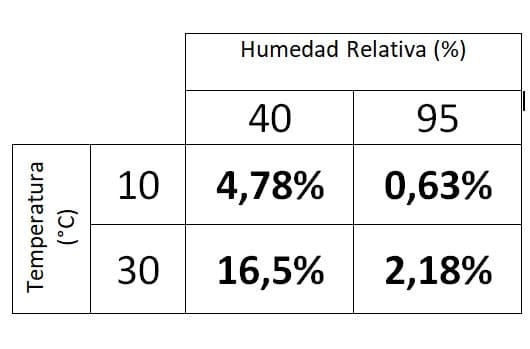
Ángel Share (la cuota del ángel)
(Una de las Imágenes extraída del paper original citado más abajo) El fenómeno de pérdida por evaporación en una barrica, también conocido como “ángel share” es de interés desde el punto de vista económico, pero también las características del producto final se ven afectadas por el grado de pérdida, por ejemplo se gana en “oleosidad”. Un trabajo de investigación de 2019 estudió mediante procesos de simulación como afectan la temperatura y la humedad relativa sobre el ángel share. Los resultados son muy interesantes ya que nos permiten predecir cómo se comportará nuestro producto en función del clima local. Observar en la imagen que a menor temperatura y mayor humedad relativa las pérdidas por evaporación son bastante menores, ¿será uno de los secretos de Escocia?, condiciones que podrían permitir una evolución bien armónica entre lo que aporta la madera, las reacciones químicas de formación de ésteres y el ángel share brindando el cuerpo ideal de la bebida. Referencias: N. del Toro del Toro y colaboradores, Boltzmann-Based Empirical Model to Calculate Volume Loss during Spirit Aging, Beverages, 2019. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
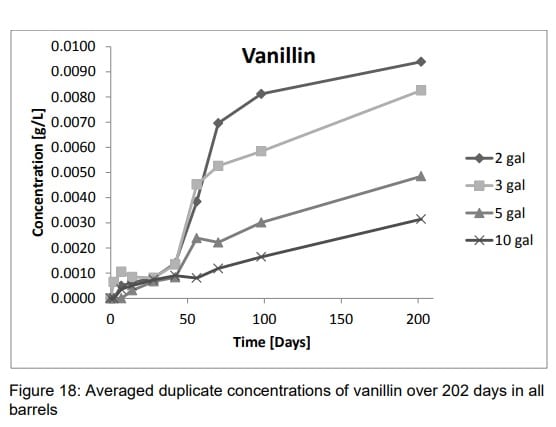
Uso de Barricas Pequeñas
(Imagen extraída del paper original citado más abajo) La extracción de flavors de la madera en el añejamiento de espirituosos es función del tamaño de la barrica utilizada (además del clima, de los usos previos, de la graduación alcohólica de entrada, etc.) Esto es debido a que la relación área de contacto por unidad de volumen se incrementa a medida que disminuye el tamaño de la barrica. Esto es muy importante tenerlo en consideración ya que la evolución del producto destilado será altamente dependiente del contexto en el que evoluciona, siendo el tamaño de la barrica una variable significativa. En la figura se observa como aumenta la velocidad de extracción del vainillín, uno de los compuestos aromáticos que se extrae de la madera, a medida que disminuye el tamaño de la barrica. Este no es el único compuesto que se ve afectado, tampoco es el único efecto que ocurre. Otro muy importante es el ángel share (la pérdida por evaporación). En este caso a menor tamaño de barrica, mayor pérdida. En un futuro post compartiré un estudio propio con resultados sorprendentes en este aspecto. Referencias: John Jeffery, Aging of Whisky Spirits in Barrels of Non-Traditional Volume, Thesis, 2012. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
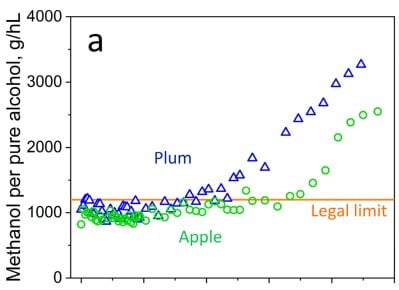
Metanol ¿rompiendo mitos?
(Imágenes extraídas de los papers originales citados más abajo) En general se recomienda cortar cabezas en los destilados con el objetivo de eliminar compuestos livianos que podrían ser tóxicos o al menos de mal gusto, como el metanol, la acetona, el acetaldehído, etc. Vayamos específicamente al caso “metanol”, el cuco de los destiladores. Dicho compuesto es un alcohol liviano, de baja temperatura de ebullición y totalmente soluble en agua y en etanol, y se conoce que puede causar toxicidad en el ser humano. Se ha demostrado que durante la destilación de ciertos mostos, entre ellos los de frutas (ciruela, cereza, manzana), el metanol se destila durante todo el proceso, y no sólo al inicio. Esto es muy importante ya que normalmente uno se queda tranquilo asumiendo que se ha eliminado todo el metanol en los cortes de cabeza, y sin embargo en muchos casos las cabezas son las que menor proporción de metanol poseen. Las gráficas que se comparten en este post corresponden a mediciones de metanol en diferentes destilados, donde puede observarse presencia de metanol durante la destilación completa, incluso en algunos casos mayor proporción sobre el final del proceso (todo lo contrario al pensamiento general). Lo que sucede es que a pesar de ser más volátil que el etanol, el metanol forma un azeótropo entre el agua y el propio alcohol etílico causando un retraso en la volatilización. Por lo tanto, en destilaciones de mostos de baja graduación alcohólica el metanol se destilará más sobre el final, mientras que en destilaciones con mayor proporción de etanol, se destilará más sobre el inicio. Un efecto similar se observa al comparar destilaciones en pot still vs columna de rectificación (ver figuras). Referencias: N. Pineau y colaboradores, Spirit Distillation: Monitoring Methanol Formation with a Hand-Held Device, Food Science and Technology, 2021. N. Spaho, Distillation Techniques in the Fruit Spirits Production, INTECH 2017. PD: si requieren mayor información pueden contactarme en cursos@capacitacioneselmolino.com
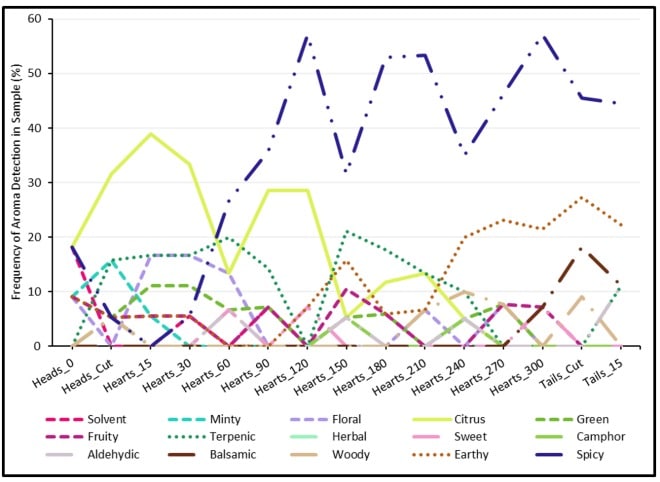
Distribución de flavors en las fracciones de destilación de GIN
(Imagen extraída del paper original citado más abajo) Interesante trabajo científico muestra como es la distribución de los aromas principales en las diferentes fracciones durante una destilación de GIN. Como se observa en la figura en los primeros cortes de cabeza y hasta promediar las fracciones del corazón aparecen, en amarillo, los aromas cítricos más relevantes (limoneno, careno, entre otros terpenos clave), muchas veces responsables del efecto “louche”. También en las zonas de cabeza aparecen notas solvente, de tipo acetona, en rosado. Y notas frescas de carácter mentolado, en celeste. Más adelante en la destilación comienzan a aparecer los aromas más especiados (spicy) determinados por el beta-cariofileno (en azul). Finalmente sobre los cortes de colas es donde aparecen las notas más balsámicas (marrón) y terrosas (naranja). El estudio fue validado mediante test sensoriales y análisis de componentes principales Referencia: Hebe Parr y colaboradores, Tracking dry gin volatileorganic compounds over distillation: a time course study,Journal Institute of Brewing and Distilling, 2024. PD: si requieren mayor información pueden contactarme.
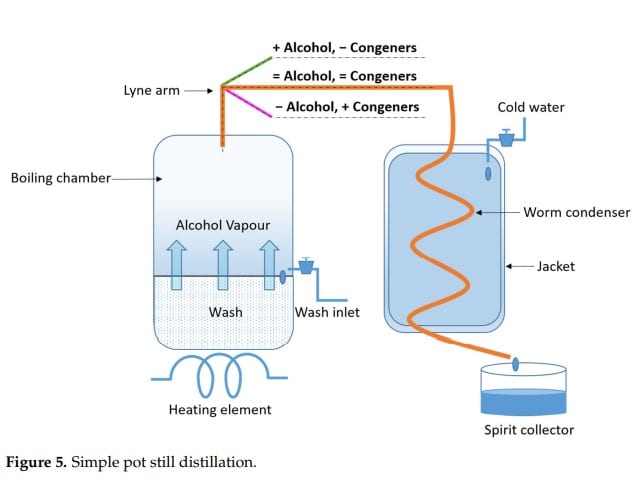
¿Es importante el diseño del alambique?
(Imagen extraída del paper original citado más abajo) Claramente el formato/diseño de un equipo de destilación va a repercutir en el producto final. El tamaño relativo de la columna y el boiler, la forma del capitel, la longitud y tipo de enfriador, y hasta el ángulo que forma el brazo que transporta el vapor, como se puede observar en la figura. Si el ángulo es agudo (el brazo apunta hacia abajo), luego el destilado tendrá mayor composición de congéneres y menos alcohol (producto más intenso), en cambio si el ángulo es obtuso (el brazo apunta hacia arriba), el destilado tendrá menos proporción de congéneres y más alcohol (producto más suave). Esto es debido al mayor o menor reflujo que se dará en el brazo. A mayor reflujo más congéneres vuelven al boiler a la vez que se purifica en mayor grado el alcohol etílico. Por supuesto que dicho efecto dependerá además del material de construcción y de la temperatura ambiente, entre otros. Referencia: Thomas Kelly, Sources of Volatile Aromatic Congeners in Whiskey, Beverages, 2023. PD: si requieren mayor información pueden contactarme.
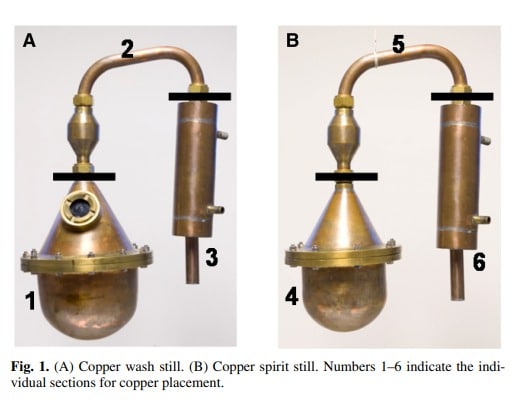
Alambiques de COBRE
(Imagen extraída del paper original citado más abajo) El uso de cobre en los alambiques tiene un efecto importante en relación a la eliminación de aromas sulfurosos en los destilados como el whisky. Uno de los principales compuestos de sulfuro con impacto negativo es el DMTS, con aromas tipo vegetales podridos. Un trabajo de Barry Harrison en Edimburgo (2011), mediante el uso de alambiques piloto de cobre y acero inoxidable, muestra que la presencia de cobre es más efectiva en algunas partes del destilador más que en otras. Por ejemplo, se observó que en la primera destilación (wash still) la sección del alambique más efectiva para eliminar el DMTS es el condensador, mientras que en la segunda destilación (spirit still), la sección más efectiva es el boiler. Datos más que interesantes a la hora de diseñar un destilador, o bien definir la compra de un equipo para producir whisky. Referencia: Barry Harrison, The Impact of Copper in Different Parts of Malt Whisky Pot Stills on New Make Spirit Composition and Aroma, Journal of the Institute of Brewing, 2011. PD: si requieren mayor información pueden contactarme.
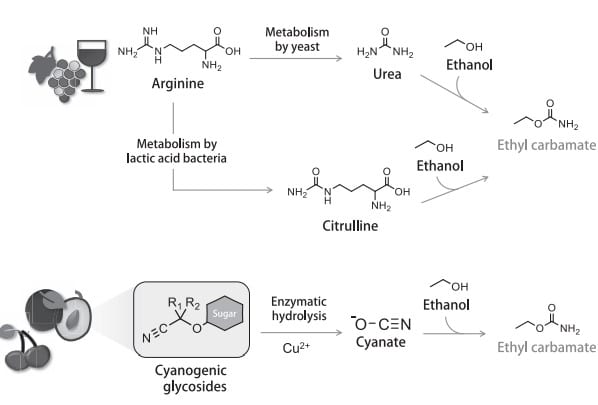
Carbamato de Etilo (EC)
¿Sabías que el Carbamato de Etilo (EC), también conocido como Uretano, es un potencial cancerígeno presente en bebidas destiladas, como el whisky y el brandy? Se estableció su potencial cancerígeno en los años 80 luego de varias investigaciones realizadas en ratones de laboratorio, la Organización Mundial de la Salud lo clasificó dentro del grupo 2A (potencial carcinógeno en humanos) y a partir de allí se comenzó a trabajar fuertemente en métodos para reducir su concentración en las bebidas alcohólicas (Eileen Abt, 2021). Se establecieron límites voluntarios en varios países, siendo los brandys de frutas de carozo los más aportantes, por reacción entre cianatos provenientes de los carozos y el alcohol etílico. Sin embargo, en whisky también se han encontrado valores muy altos, ya que el EC es formado a partir de un componente de las maltas (Glycosidic Nitrile) y el etanol (Aylott R., 1990). Dentro de las estrategias para minimizar la presencia de EC en las bebidas terminadas, se encuentra el uso de maltas de cebada con bajo contenido de GN (Glycosidic Nitrile), precursor del Carbamato de Etilo (Yin Li, 2025). Otra estrategia involucra el uso de cobre en el boiler del alambique, e incrementar los tiempos de destilación para que los precursores sean convertidos en EC dentro del boiler, minimizando su destilación (M. Shalamitskiy, 2023). Adicionalmente se están estudiando cepas de levaduras modificadas genéticamente, y otras estrategias también novedosas. El problema no está del todo resuelto, pero se habla bastante poco… ¿no es cierto? PD: si querés saber más sobre el tema, contáctame que puedo enviarte múltiples publicaciones científicas al respecto
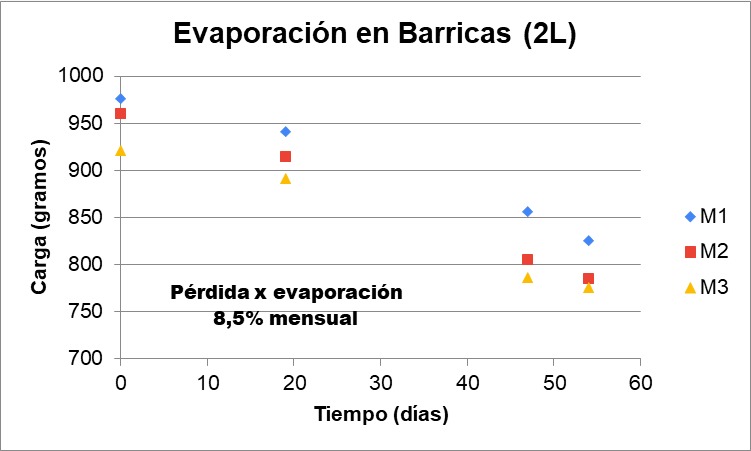
Angel Share (2 litros)
(Autores: Bárbara Glodowsky, Alejandro Pietta y Sebastián Oddone) En el marco del proyecto final de Ingeniería en Alimentos de una de las autoras (Bárbara Glodowsky) se analizó el angel share, o pérdida de peso por evaporación, en barricas de roble francés de 2 litros de tamaño, y de tostado intenso. El estudio se realizó por triplicado con barricas cargadas con aproximadamente 1 litro de whisky single malt al 65 %v/v. En el gráfico adjunto se observa la caída en el contenido de las barricas, expresado en gramos. Aproximadamente al cabo de unos dos meses (tiempo suficiente para un añejamiento aceptable), el angel share fue más que significativo. El contenido de la barrica ha disminuido en prácticamente un 8,5% mensual. Es importante tener en cuenta las condiciones climáticas adversas durante el período analizado (noviembre 2022 a enero 2023, en Buenos Aires). En cuanto al tenor alcohólico del espíritu al cabo de estos dos meses de análisis no ha sufrido cambios significativos.

Ramp Hopping
(Autores: Alejandro Pietta y Sebastián Oddone) La técnica "ramp hopping" consiste en realizar una adición de lupulo cuando el mosto completa la olla de hervor, luego del lavado de granos. La diferencia con la técnica FWH (First Wort Hop) es que el lupulo se coloca en un spider o contenedor y se mantiene en contacto con el mosto el tiempo que demora en llegar a romper hervor, en ese momento se retira el contenedor junto con el lupulo. Lo que buscamos con esta técnica es mejorar el amargor de la cerveza, lograr por ejemplo amargores limpios, más intensos pero sin astringencia. Al quitar la fibra vegetal del lupulo del contacto con el mosto se minimizaria la extracción de polifenoles, responsables de las sensaciones de astringencia. Además el contacto se desarrollaría a temperaturas pre-hervor lo que favorece también la extracción y solubilizacion de aceites y compuestos de amargor más amigables con el paladar del consumidor. En términos cuantitativos, el tiempo que demora el proceso de calentamiento es de unos 30 minutos, y la temperatura promedio de unos 85 grados. De manera que en los cálculos de adición de lupulo, para lograr un efecto similar al que se logra con 1 hora de hervor, la adicion debería ser de al menos el doble en gramos. Invitamos a probar la técnica y que puedan comentar sus resultados
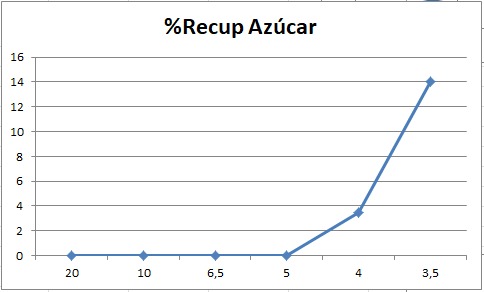
Lavado de granos en método BIAB
(Autores: Alejandro Pietta, Danilo Sarmiento, Alex Alzate y Sebastián Oddone) La técnica de maceración BIAB (Brew in a Bag) es una buena opción para elaboración de cerveza en pequeña escala, ya que permite desarrollar los procesos en pequeños espacios y con equipamiento reducido. Consiste en utilizar una bolsa de tela o bien un canasto (como en los equipos “todo en uno”), en el cual se coloca el grano, y luego de la maceración se quita y se deja escurrir. En ese momento surge la duda de si es necesario o no hacer un lavado del grano. En nuestro laboratorio experimental El Molino realizamos un estudio con seis maceraciones utilizando malta Pale Ale y a diferentes relaciones de empaste, con el objetivo de responder a dicha inquietud. En todos los casos se llevó a cabo un lavado con el volumen necesario de agua para recuperar la absorción del grano (aprox. 1 litro de agua por cada kilo de grano). Lo que se observó claramente en los ensayos fue que para relaciones de empaste mayores a 5:1 el lavado no genera ningún tipo de recuperación de azúcar. Por lo tanto, en estos casos si se desea lograr cierto volumen sería conveniente agregar el agua directamente en la olla luego de quitar el grano. De otra manera, no sólo no recuperaríamos azúcar, sino que además tendríamos mayor riesgo de extracción de compuestos indeseados, como taninos o silicatos. Recién, al menos con el equipamiento utilizado y bajo las condiciones de maceración aplicadas en nuestro estudio, comienza a tener sentido un lavado a partir de relaciones de empaste 5:1 o menores.

Cervezas Crudas (Raw)
(Autores: Alejandro Pietta y Sebastián Oddone) Una cerveza cruda es una cerveza sin paso por cocción. Algunos estilos históricos se elaboraban de esta forma, por ejemplo el estilo Sahti finlandes. Cuales son las particularidades de estas cervezas? En primer lugar, al no pasar por una instancia de hervor el amargor del lupulo costará un poco más desarrollarlo, para ello una posibilidad es preparar un té de lupulo aparte del mosto principal. Y luego adicionarlo. En estilos super lupulados podría desarrollarse un buen amargor siguiendo técnicas tipo "hopstand" que no requieren hervor. Por otro lado, el mosto será sometido a una pasteurización menos efectiva comparado con otro mosto que pase por hervor. Esto podría repercutir en una mayor carga microbiana de inicio. Particularmente en estilos muy lupulados, la presencia de lupulo en grandes cantidades podría ayudar a contrarrestar los efectos de la falta de cocción. Una segunda característica es que habrá mayor presencia de proteínas. Es sabido que el hervor ayuda a coagular proteínas de alto peso molecular. Por lo tanto, en estilos Raw habrá mayor concentración brindando más cuerpo y sabores distintivos. En estilos tipo Neipa o Hazy IPAs podría quedar muy bien. Incluso colaborarian con la turbidez buscada en dichos estilos. Un tercer aspecto es la eliminación de gases no deseados del mosto. Principalmente el DMS. Uno de los objetivos del hervor vigoroso es la eliminación de estos gases. Podría pensarse que si no hay hervor estos gases quedarían en la cerveza brindando los típicos off flavors vegetales. Sin embargo, el DMS es generado durante el hervor a partir de un precursor y luego eliminado por el mismo hervor. En el caso de cervezas Raw, al no pasar por una instancia de hervor, ni siquiera se generan los gases. Con lo cual no habría necesidad de eliminarlos. No dejen de probar y aprender de cada cocción, de cada técnica. Y por sobre todo comprueben ustedes mismos lo que indica la bibliografia y la teoría, ya que de esa forma podrán encontrar resultados únicos y sorprendentes

Posibles errores en la medición de Densidad Final
(Autores: Alejandro Pietta y Sebastián Oddone) Antes de preocuparse porque la densidad final les da demasiado alta, recomendamos verificar las siguientes situaciones que pueden ser motivo de error en la lectura de la misma: 1) la medición se realizó con refractometro en lugar de usar el densimetro, y no fue corregida. Si la lectura de Densidad en el mosto fermentado se hace con refractometro se debe tener en cuenta que el alcohol etílico interfiere haciendo que la densidad parezca bastante mayor de la que realmente es. No hay problema en usar el refractometro pero se debe hacer la corrección en ese caso. 2) el mosto tiene bastante gas acumulado. Muchas veces al momento de tomar la muestra, el mosto fermentado tiene dióxido de carbono disuelto que se va desprendiendo de la fase líquida generando un efecto de "empuje" del densimetro hacia arriba y dando una lectura mayor de la densidad. En este caso se debe degasificar la muestra antes de tomar la lectura. 3) la muestra tiene bastante levadura. Si se toma la muestra de la canilla lateral o.inferior del fermentador es posible que sobre el final de la fermentación haya bastante levadura acumulada en esas zonas. La presencia de levadura en la muestra podría causar un efecto de flotación del densimetro y un error en la lectura. Una prueba reciente propia dio densidad 1010, y luego de purgar la levadura la densidad fue 1002. 4) la muestra está fría o caliente. Si la medición se hace a una temperatura diferente a 20 grados centigrados (normalmente los densimetro están calibrados a 20 grados) entonces la densidad daría un valor diferente al real a 20. En este caso se debe atemperar la muestra o bien corregir por temperatura. Los errores en la medición pueden llevarnos a tomar malas decisiones luego sobre el proceso, por lo tanto es importante llevar adelante las mediciones de manera correcta
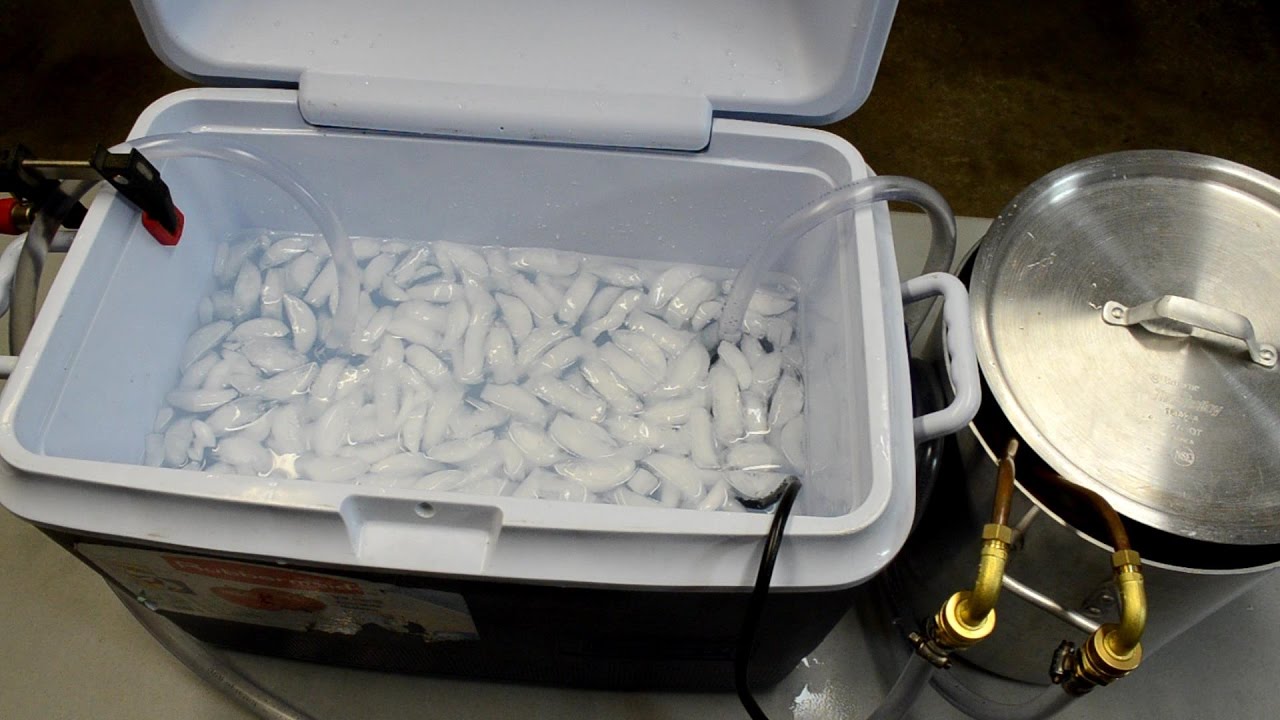
Calculando el Hielo de Enfriamiento
(Autores: Alejandro Pietta y Sebastián Oddone) Siguiendo con el post previo, si en lugar de agua utilizamos hielo, la cuenta sería algo diferente pero también, dentro de todo, sencilla. Debemos remitirnos al calor latente de fusión del hielo, un dato que podemos encontrar fácilmente en bibliografía. En este caso tomaremos el siguiente: calor latente = 80 kcal/kg De modo que para enfriar 100 litros de mosto de 100 a 18 grados centigrados (8200 kcal) necesitaríamos unos 8200/82 = 100 kilos de hielo. Esto si sólo aprovechamos la fusión del hielo. Si en cambio, también aprovechamos el calentamiento del agua helada hasta unos 16 grados, luego tendríamos lo siguiente: 80 x X(kg hielo) + (16 - 0) x X = 8200 Entonces 8200/96 = 85 kg de hielo ¿Y si uso mezclas de agua y hielo?, se complica un poco más, pero también se puede tener una buena aproximación. Te la dejamos de tarea para el hogar

Calculando el Agua de Enfriamiento
(Autores: Alejandro Pietta y Sebastián Oddone) En los tiempos actuales, pensando en cuidar el medio ambiente, es importante tratar de no desechar agua. Durante el proceso de enfriamiento del mosto en la cocción de cerveza es posible recircular el agua en un circuito cerrado, sin la necesidad de descarte (siempre que contemos con un buen reservorio de agua fría, y una bomba centrifuga) La pregunta es ¿Qué cantidad de agua debe tener y a qué temperatura debe estar mi reservorio?, por ejemplo, para enfriar 100 litros de mosto desde 100 hasta 18 grados centigrados. Lo interesante es que con un par de formulitas simples podemos tener una buena aproximación. Veamos, si quiero bajar de 100 a 18 grado 100 litros de agua, luego voy a tener que extraer unas 100 x (100 - 18) = 8200 kilo calorías Si cuento con un reservorio de agua a 4 grados, luego para que el proceso sea efectivo no podrá subir más allá de unos 16 grados. Por lo tanto, la aprovecharé solo unos 12 grados. Con lo cual, por cada 100 litros de agua de enfriamiento podré absorber 100 x (16 - 4) = 1200 kilo calorías. Necesitaría por lo tanto 8200/1200 = 7 veces más de agua (en este caso 700 litros) 700 litros de agua a 4 grados para enfriar 100 litros de mosto. Oppp ¿Y si uso hielo?, bueno, eso será motivo de otro post.

Uso de Trigo Malteado
(Autores: Alejandro Pietta, Sebastián Oddone) Si estas dispuesto a usar Trigo malteado en tus recetas, ya sea para cervezas de Trigo, cervezas con Trigo o Whisky de Trigo, tenes que tener en cuenta unos cuantos aspectos muy particulares. En primer lugar el Trigo, a diferencia de la cebada no tiene cáscara, y eso influye negativamente en el filtrado de los granos. Se formará una pasta viscosa que dificultará la extracción del mosto. Un efecto adicional es que el grano absorberá una mayor cantidad de agua con la consecuente perdida de rendimiento. Pero el rendimiento no solo baja por la mayor absorcion de agua, sino también por ser el grano más pequeño, en comparación a la cebada, y por esto menor grado de molienda. Te recomendamos ajustar el molino en caso de trabajar con trigo. Sumado a esto el Trigo podría darte mayor turbidez por el tipo y cantidad de proteínas que aporta, a veces este efecto es buscado y positivo, otras veces no lo es. La calidad de las proteínas del Trigo por otra parte podrían brindar mayor retención de espuma en tu cerveza, y esto es realmente beneficioso. Por último, el Trigo tiene un pH "mosto congreso" superior a la cebada. Esto hace que el pH del mosto luego del empaste con Trigo quede por encima de lo esperado. Según nuestra experiencia se requiere el agregado de un 50% más de ácido fosfórico para lograr el mismo pH que se lograría utilizando mezclas de maltas base de cebada.

¿Qué volumen ocupa la malta?
(Autores: Alejandro Pietta, Danilo Sarmiento, Alex Alzate, Sebastián Oddone) A la hora de elegir un equipo, diseñar uno o calcular una receta, un dato importante que pocas veces se toma en cuenta es el volumen que ocupa la malta en el macerador. En función de este dato y de la relación de empaste elegida será el tamaño del macerador necesario. Con nuestro equipo de cerveceros en el Laboratorio de la Quinta Experimental El Molino realizamos un ensayo simple para responder a dicha inquietud. Se hicieron tres macerados con relación de empaste 3 a 1. En uno de ellos se utilizó malta sin moler, en otro malta molida a 1mm de separación entre rodillos y el tercero con harina. Una vez realizado el empaste se deteminó el volumen de la mezcla y se consiguieron los siguientes resultados: 1) Empaste con malta sin moler: en este caso el volumen ocupado es igual al peso, es decir cada kilo de malta sin moler ocupa 1 litro. 2) Empaste con malta molida a 1mm: El volumen ocupado por cada kilo de malta es de 0,75 litros 3) Empaste con harina. El volumen ocupado es de 500cc por cada kilo de harina. Los casos 1 y 3 son casos extremos que nunca ocurrirán en procesos reales. Sin embargo, pueden ser útiles para establecer una relación entre el volumen específico y el grado de molienda. El caso 2 en cambio es el que se asemeja a un empaste real. El valor de 0,75 implica que para un macerador de 100 litros efectivos por ejemplo, y para una relación de empaste 3 a 1, la cantidad máxima de malta que se podrá utilizar es de 26,7 kilos. Acá va la formula: 3.X (litros)+ X (kilos) equuvale a 3,75.X (litros) Si 3,75.X = 100, luego X = 26,7 La respuesta sería entonces 26,7 kilos de malta y 80 litros de agua (relación 3 a 1) ocupan 100 litros.
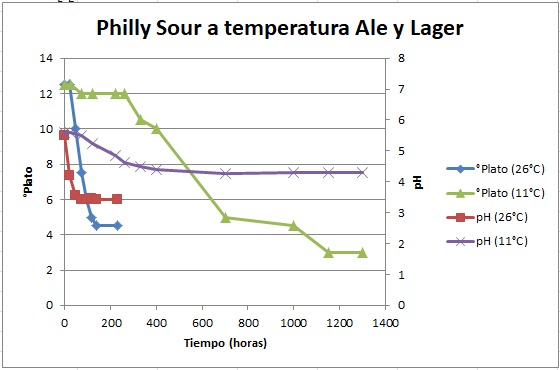
Philly Sour a Temperatura Lager
(Autores: Natalí Ledesma y Sebastián Oddone) Se llevó a cabo un análisis comparativo de la evolución de la fermentación de la levadura Philly Sour en dos condiciones de temperatura de fermentación. Las fermentaciones se mantuvieron A) a 26 grados y B) a 11 grados (con una variación diaria de 1 o 2 grados). Lo que se observa en cuanto a la disminución de la densidad (°Plato), como era de esperar, que evolucione mucho más lento a bajas temperaturas. Además, el valor final de densidad es inferior en el cultivo B. Es decir, a bajas temperaturas termina siendo más atenuante (76% vs 54%). Por otro lado, en el caso del pH se observa un comportamiento inverso. En la fermentación A el descenso del pH es el esperando alcanzando valores cercanos a 3,5, mientras que para el caso B el mismo no baja de 4,3 (en boca tampoco se percibe la acidez). Esto podría indicar en primera instancia que la ruta de producción de ácido láctico podría estar siendo inhibida a bajas temperaturas. La mayor atenuación en B podría explicar la necesidad de compensar con producción de alcohol el balance REDOX dado por una menor generación de láctico. Sin embargo, para contar con una conclusión más fuerte se debería investigar con mayor profundidad y con replicados, pero en principio es un dato para considerar a la hora de emplear esta levadura.

El agua alcalina oscurece
(Autores: Alejandro Pietta, Danilo Sarmiento, Sebastián Oddone) Está demostrado que la alcalinidad alta favorece las reacciones de Mailliard (entre azúcares y grupos amino), que a su vez brindan colores oscuros en los alimentos. También ocurre en los mostos de cerveza. En nuestro laboratorio en la Quinta Experimental El Molino llevamos a cabo una coccion simultánea de dos mostos iguales, mismos parámetros, misma receta, pero utilizando en un caso agua de pozo con alta alcalinidad y por otro lado agua de red filtrada con muy bajos valores de carbonatos. Se utilizaron dos equipos Brewzilla automáticos y se evaluó visualmente el color del mosto al final de la maceración. Como se observa en las imágenes el efecto del agua alcalina sobre el color es significativo. Se obtuvo un mosto con notas marrones en un caso y con notas rojas y doradas en el otro. Si bien no se trata de un estudio de investigación, este resultado preliminar muestra como la teoría se pone en evidencia. Por lo tanto, en caso de querer lograr una cerveza con tonos brillantes y colores claros más vale utilizar aguas blandas.
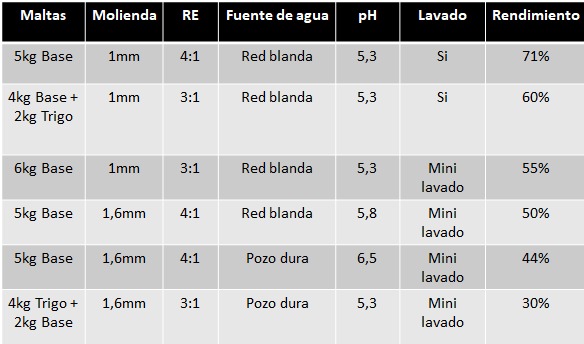
Análisis de Rendimientos de Maceración
(Autores: Alejandro Pietta, Danilo Sarmiento y Sebastián Oddone) Se llevó a cabo un estudio del impacto de diferentes condiciones de macerado sobre el rendimiento obtenido en un equipo automático "Todo en uno" de 35 litros de capacidad total. Para ello se realizaron varias pruebas utilizando maltas base de cebada o combinaciones con cebada y trigo. Para el cálculo del rendimiento se consideraron los extractos potenciales en base húmeda tomando un valor promedio del 73%. Además se establecieron las siguientes condiciones: 1) Cantidad de malta total 5 kilos o 6 kilos, lo cual a su vez define, por una cuestión de capacidad, la relación de empaste. 2) Relación de empaste (RE) 3 a 1 para 6 kilos, y 4 a 1 para 5 kilos. 3) Molienda (luz entre rodillos) 1mm o 1,6mm 4) Fuente de agua, de pozo con alto contenido mineral (1100 TDS) o de red muy blanda (266 TDS) 5) Lavado de granos. Mini lavado o lavado. Mini lavado implica pasar 1 litro de agua caliente para extraer el grueso de azúcares, los casos de lavado son con unos 5 litros de agua caliente. 6) Se comparan también diferentes condiciones de pH. La tabla del post muestra los resultados de cada experiencia. En el primer caso se trata de la condición estándar de uso de este tipo de equipos. El rendimiento obtenido en este caso del 71% es aceptable. A partir de allí se puede observar cómo se modifica el rendimiento al cambiar las condiciones de la maceración. Por ejemplo, subir a 6 kilos la malta con RE 3:1 baja el rendimiento al 60%. Si además el lavado se reemplaza por un mini lavado el rendimiento baja a 55%. Por otro lado, el tamaño de molienda y el pH del mash tienen también un impacto muy significativo, como se ve en la tabla. Queda claro en este estudio preliminar que cuando se hace mención al rendimiento o eficiencia, este no es sólo del equipo, sino de las condiciones en la cual se lleva a cabo la maceración y de la receta empleada.
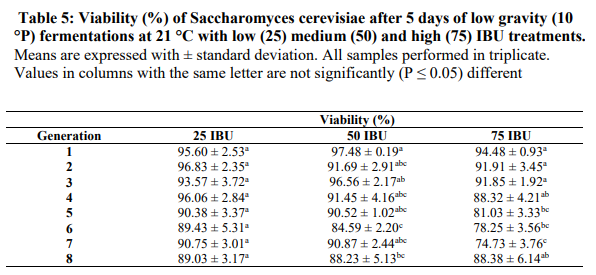
IBUs y viabilidad
Diferentes estudios han demostrado que los IBUs en la cerveza modifican la viabilidad de las levaduras (N. E. Bryant 2019, Edgerton 2005). Los ácidos del lúpulo alteran la composición y la carga de la membrana plasmática de las levaduras, lo cual impacta en la capacidad de flocular e inhibe el transporte de nutrientes. Afectando claramente la viabilidad. La tabla adjunta extraída de la Tesis de Bryant 2019 muestra claramente la influencia de las unidades de amargor sobre dicha viabilidad. Y además muestra cómo la viabilidad va disminuyendo a medida que avanzan las re-utilizaciones de la levadura. Estos resultados podrían brindar recomendaciones acerca de la cantidad de reutilizaciones que se podrían realizar dependiendo del nivel de IBUs de la cerveza. Teniendo en cuenta que una crema de levaduras con una viabilidad menor al 85%-90% no es recomendada para re-utilizar, se puede determinar del estudio mencionado que, por ejemplo, en el caso de cervezas con altos niveles de amargor no es conveniente hacerlo por más de 4 o 5 veces. Cita: N. E. Bryant 2019, The Effect of Alcohol and Bitterness Levels on Brewing Yeast Viability. Tesis en Facultad de California
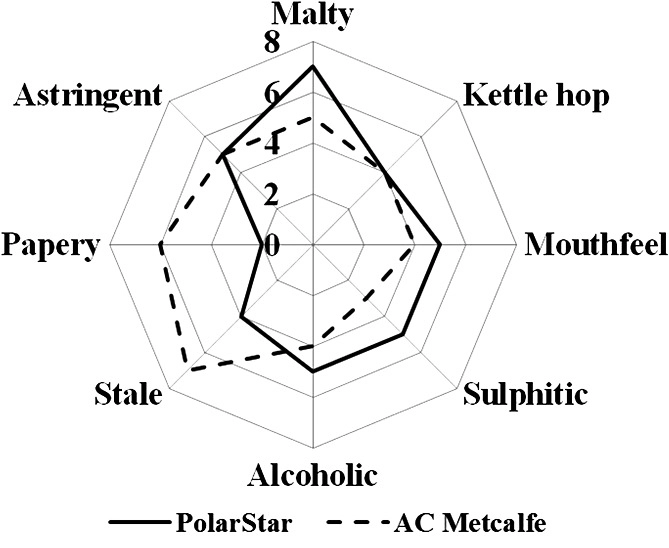
Maltas Null-LOX
El envejecimiento y deterioro organoléptico de la cerveza está determinado por varias reacciones químicas y/o enzimáticas que se van desarrollando, tanto durante el proceso de elaboración, como durante el almacenamiento. Una de las principales reacciones de deterioro y envejecimiento tiene que ver con la actividad de las enzimas lipooxigenasas (LOX) que contienen la cebada. Estas enzimas catalizan las reacciones de oxidación de algunos lípidos (aceites) presentes en el grano y en el mosto (ácido linoleico, entre otros). Estos aceites al oxidarse se transforman en aldehídos como el T2N (trans-2-nonenal) y hexanal, que brindan los conocidos aromas a cartón húmedo, y ácido trihidroxioctadecenoico (THOD) que afecta negativamente la retención de espuma. Para minimizar el efecto de estas enzimas lipooxigenasas (LOX) y por ende favorecer una mayor vida útil de la cerveza, se recomienda trabajar con buenos niveles de evaporación, y pH menor a 5.3 en la maceración. Alternativamente, se pueden utilizar las maltas Null-LOX que contienen niveles bajos o incluso nulos de estas enzimas LOX. Por otro lado, si bien el hervor vigoroso favorece la eliminación del T2N del mosto, para que ello ocurra el T2N debería encontrarse libre en solución. Cuando el pH del mosto es alto ocurre una especie de enmascaramiento del T2N por unión con grupos amino formando uniones tipo “imino”. Por lo tanto, si el pH del hervor es relativamente bajo se verá favorecida la eliminación del T2N ya que la formación de los enlaces imino no será tan fuerte. Referencia consultada: The influence of thermal load during wort boiling on the flavour stability of beer, David DE SCHUTTER
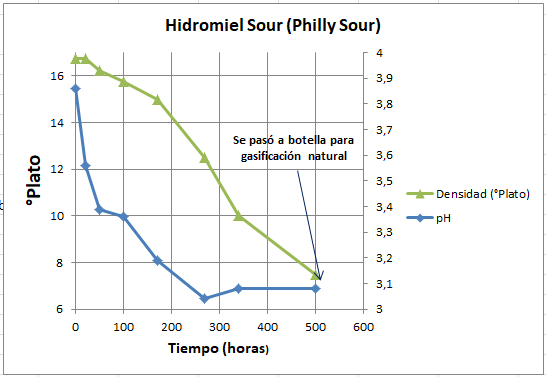
Hidromiel Sour
Se llevó a cabo una prueba de elaboración de hidromiel utilizando la levadura Philly Sour. Para ello se colocaron en un recipiente de hervor 9 litros de agua (en este caso agua de pozo con alta dureza y mineralización), 2 kilos de miel pura y una punta de cuchara de nutriente nitrogenado. Se ajustó a pH cercano a 4 con ácido láctico. La mezcla se llevó a hervor por 5 minutos (se retiró la espuma formada en la parte superior de la olla), y luego se enfrío hasta 18 grados. Se inoculó un sobre de Philly Sour, y se permitió que desarrolle la fermentación a una temperatura promedio de unos 15 grados. Se pudo observar un comportamiento del perfil de fermentación similar a cuando se utiliza un mosto para cerveza, principalmente en cuanto al desacople del descenso de pH con respecto al descenso de la densidad. Hay una baja del pH más brusca al principio, mientras que la densidad comienza a descender más rápidamente de manera más tardía. En este caso en particular se detuvo la fermentación en densidad 1030 (aprox. 7.5 grados Plato), con el objetivo de que re-fermente en botella, utilizando parte de los azúcares residuales presentes al momento de embotellar. Dependiendo de la temperatura a la que se somete la botella será el tiempo de re- fermentación. Se debe tener cuidado con la evolución ya que los azucares residuales presentes son excesivos para la gasificación. Por lo tanto, se recomienda cada 2 o 3 días abrir una botella y testear el nivel de gas y de dulzor. Una vez logrado el objetivo de gasificación y dulzor de la bebida entonces se debe cortar la re-fermentación con frío o bien pasteurizando las botellas.
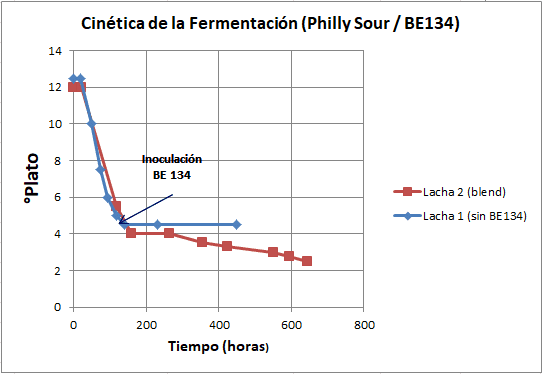
Blen de levas
Una posibilidad más para ampliar el espectro de posibilidades en fermentación de cerveza es utilizar un blend de levaduras. El presente informe incluye los resultados de un estudio propio, en el cual se fermentó un mix de maltas Pale Ale (4.5 kg) y Acidulada (0.5 kg), con Philly Sour (Lallemand) y al 5to día se re- inoculó BE-134 (Fermentis). El gráfico adjunto compara la evolución de la actual fermentación con una previa que se realizó con Philly Sour como única levadura. Es claro el efecto de la inoculación de una levadura más atenuante como la BE-134 (levadura recomendada para estilos Belgas tipo Saison). Estas levaduras al degradar azúcares más complejos pueden alcanzar un grado de atenuación mayor, brindando cervezas más secas y con mayor contenido alcohólico relativo (la atenuación relativa pasó del 64% al 80%). También puede observarse en el gráfico que el proceso de atenuación por parte de la BE-134 es un proceso lento. Hay que dar tiempo a estas cepas a que avancen con el consumo de los azúcares complejos. En cuanto al pH final y la acidez titulable se mantuvieron sin cambios significativos. En boca se percibe una sensación más suave y redonda de la acidez. Las posibilidades de blendear levaduras son infinitas. Una muy usual es aplicar un blend de S04 con US05 en estilos clásicos. Buscando en estos casos desarrollar las bondades de ambas cepas en una misma fermentación. La velocidad de clarificación de la S04 con el metabolismo activo sobre el final de la US05 para lograr una buena maduración de la cerveza.

Acondicionamiento en botella
El acondicionamiento o re-fermentación en botella es una práctica que favorece mucho a ciertos estilos de cerveza. Esos estilos complejos, con maltas especiales en cantidades altas, estilos de alta densidad y por ende de alto nivel de alcohol, cervezas como las de granja, tipo saison belgas. En general todos estos estilos evolucionan positivamente gracias a la labor de las levaduras durante el proceso fermentativo en botella, que por otra parte absorben el oxígeno remanente y brindan el nivel de gasificación en la cerveza final. Para lograr con éxito una re-fermentación y el nivel de gas adecuado es indispensable la presencia de levaduras sanas y con capacidad de metabolizar azúcares simples de manera correcta. Muchas veces los estilos de cerveza que se favorecen con el acondicionamiento, al mismo tiempo son los que afectan en mayor medida a la salud de la levadura. Los altos niveles de azúcar en cervezas de alta densidad generan estrés osmótico, y el alto nivel de alcohol de esos mismos estilos también causan un estrés por alcohol que deteriora la vitalidad de las levaduras. Por este motivo es que se aconseja realizar una re-inoculación al momento de embotellar. Para ello se utilizan cepas de fermentación limpia, que además soporten bien el alcohol y metabolicen los azúcares simples de manera eficiente. Ejemplo, entre las conocidas la US-05, la Nottingham, o directamente utilizar las cepas comerciales especialmente seleccionadas para re-fermentación, como la F-2 de Fermentis. En cuanto a la dosis unos 10gr/hl, previamente hidratadas, y pueden ser dosificadas botella por botella (ideal con pipeta automática) al momento de hacer el llenado. Previamente se debe incorporar el azúcar simple para re-fermentación. Una vez la botella es tapada se mantiene a temperatura de fermentación por unos 15 días, tiempo en que demoran las levaduras en consumir los azúcares y generar el dióxido de carbono.

Densidad Final Alta. ¿A qué puede deberse?
Primero debemos descartar que no sea un error por determinación con refractometro y sin corrección. Esto es muy común, si medimos con refractometro debemos tener en cuenta que el alcohol interfiere en la lectura y la densidad medida sería incorrecta. Hay fórmulas para la corrección, pero si contamos con densimetro mucho mejor para esta instancia. Descartando eso, es decir si la medición se hace de manera correcta, y aún así la densidad final está alta pueden estar pasando varias cosas. Lo primero que te recomiendo es que calcules la atenuación. De esa forma podrás verificar si la levadura que usaste está en los valores usuales de atenuación. Porque puede pasar que la densidad final te de alta, pero si la densidad inicial también fue alta, luego es esperable que haya un remanente de azúcares más alto en relación. El cálculo de atenuación está en un post anterior. Lo podes encontrar en el blog del sitio www.capacitacioneselmolino.com También puede ser que la densidad final te de alta porque usaste algún azúcar no fermentable como aditivo, tanto maltodextrina como lactosa. Son azúcares que aumentan la densidad final de tu cerveza. También puede ocurrir el incremento por el hecho de macerar a altas temperaturas, donde predomina el desarrollo de dextrinas no fermentables. Otra causa puede ser una mala o trunca fermentación, y esto puede deberse a falta de algún nutriente o levadura no muy activa. Finalmente el alto contenido de Calcio del agua puede favorecer una floculacion prematura de las levaduras, y que no termine correctamente la fermentación. Más aún en cepas super floculantes como las Kveik, o las Lachancea. Puede haber otras razones, pero las mencionadas son las más probables. Salud!!

Efectos de los azúcares en cervezas Belgas
Muchos estilos Belgas incorporan en sus recetas azúcares simples, en varios formatos como dextrosa, sacarosa, azúcar invertido, candies, etc. ¿Cuál es el propósito de estas adiciones?, en realidad se hacen por varios objetivos. Uno de ellos es otorgar un perfil aromático único. Los azúcares tipo candy son preparados en medio alcalino y con calor en donde ocurren las típicas y complejas reacciones de Maiilliard, que dan color y flavor especiales, y se originan gracias a la presencia de azúcares y grupos nitrogenados. Estas reacciones son las mismas que ocurren cuando uno cocina un alimento, se realzan los sabores y los colores. Por otro lado las adiciones de azúcares simples también tienen un efecto adicional sobre el flavor ya que favorecen la producción de esteres frutales en el metabolismo de las levaduras, especialmente las Belgas. Otro efecto de la adición de azúcares es la mayor atenuación en el mosto fermentado. Esto es debido a que se modifican los perfiles de azúcares, aumentando el porcentaje de los fermentables, logrando de ese modo una mayor fermentabilidad, cervezas más secas, sin un cuerpo exagerado, pero a la vez con alto contenido alcohólico. Salud!!

Testeando nivel de alcohol
Dos métodos para testear el nivel de alcohol en un destilado. El método más directo, rudimentario y de aproximación es "agitar el frasco" (ver foto). Si las burbujas desaparecen muy pronto es porque el grado alcohólico es muy alto. Con la experiencia se puede lograr una buena estandarización, aunque como se dijo rudimentaria. Por ejemplo una botella con 40%Abv puede desaparecer la burbujas en un par de segundos, en cambio 80%Abv desaparece instantáneamente. Una buena alternativa es usar un hidrometro tipo alcoholímetro Gay Loussac que mide directamente el nivel de alcohol de una muestra destilada. No confundir con un densímetro que mide densidad y es útil para estimar el alcohol potencial a partir de un mosto fermentado. Tener en cuenta que la temperatura influye en el valor de la lectura del nivel de alcohol.
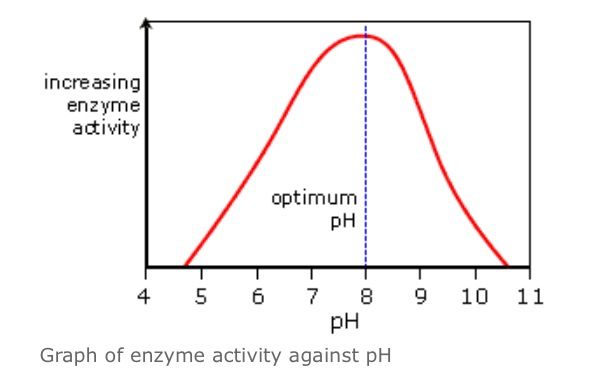
El pH afecta el rendimiento de la maceración
Sabemos que tenemos que llevar a cabo nuestra maceración en un determinado rango de pH. ¿Qué pasa si nos alejamos de dicho rango?, una de las primeras cuestiones es el menor rendimiento consecuencia de una deprimida actividad amilasa. Las amilasas son enzimas (proteínas con actividad catalitica) compuestas por aminoácidos. La carga de los aminoácidos se verá influenciada por el pH del medio. Por lo tanto, a diferente pH habrá una diferente distribución de cargas, lo que redundará en una forma y estructura distinta. Las enzimas dependen de su forma y estructura para dar con una buena reacción. Por lo tanto, un cambio de forma repercutirá sobre su actividad. En definitiva el pH cambia la distribución de cargas, la distribución de cargas cambia la forma, el cambio de forma modifica la actividad. Por eso es sumamente importante el control del pH del mosto durante la maceración. Se sugiere en el rango 5.2 a 5.5 aprox. Si el pH es demasiado diferente al rango óptimo, puede llegar a una desnaturalizacion irreversible de las enzimas, y la conversión de azúcares será muy baja o incluso nula. El calcio por su parte tiene un comportamiento parecido en cuanto a que colabora con la estabilidad de la estructura proteica. Si falta calcio también habrá problemas en la maceracion
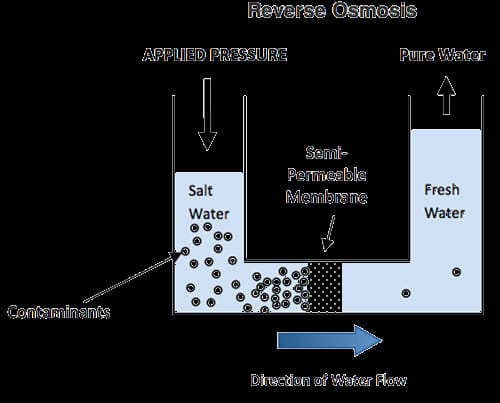
Proceso de ósmosis inversa
Sabemos que tenemos que llevar a cabo nuestra maceración en un determinado rango de pH. ¿Qué pasa si nos alejamos de dicho rango?, una de las primeras cuestiones es el menor rendimiento consecuencia de una deprimida actividad amilasa. Las amilasas son enzimas (proteínas con actividad catalitica) compuestas por aminoácidos. La carga de los aminoácidos se verá influenciada por el pH del medio. Por lo tanto, a diferente pH habrá una diferente distribución de cargas, lo que redundará en una forma y estructura distinta. Las enzimas dependen de su forma y estructura para dar con una buena reacción. Por lo tanto, un cambio de forma repercutirá sobre su actividad. En definitiva el pH cambia la distribución de cargas, la distribución de cargas cambia la forma, el cambio de forma modifica la actividad. Por eso es sumamente importante el control del pH del mosto durante la maceración. Se sugiere en el rango 5.2 a 5.5 aprox. Si el pH es demasiado diferente al rango óptimo, puede llegar a una desnaturalizacion irreversible de las enzimas, y la conversión de azúcares será muy baja o incluso nula. El calcio por su parte tiene un comportamiento parecido en cuanto a que colabora con la estabilidad de la estructura proteica. Si falta calcio también habrá problemas en la maceracion

Oxigenación del mosto
¿Qué pasa cuando le agregas azúcar sobre las frutillas o sal sobre las berenjenas cortadas?, parte del agua del vegetal se escapa formando una especie de juguito externo. Este fenómeno natural se llama ósmosis. El agua tiende a escapar intentando equilibrar las concentraciones de solutos internos y externos. Ahora cuando pensamos en la purificación del agua, por ejemplo para hacer cerveza, lo que buscamos es totalmente lo contrario. Es decir, que el agua se escape desde una solución concentrada en solutos (el agua de entrada) y se obtenga una solución muy diluida (el agua filtrada). Para lograr que ocurra este fenómeno antinatural es necesario aplicar una fuerza externa, con una bomba. El proceso se denomina ósmosis inversa o reversa. Durante el proceso de filtración, el agua pasa a través de una membrana de tamaño de poro muy pequeño, y se libera de la casi totalidad de sus minerales, microorganismos y sólidos disueltos. Normalmente antes de pasar por la membrana al agua se le aplica un pre-tratamiento con el objetivo de preservar la vida útil de la misma. El pre-tratamiento puede consistir en una eliminación del cloro libre ya que puede dañar la membrana, y una reducción de minerales poco solubles como el calcio y el magnesio, y retención de partículas mayores a 5 micras, todos ellos pueden causar incrutaciones y taponamientos. Una alta carga microbiana también puede interferir en la performance del proceso por formación de biofilm. Por eso también se recomienda un tratamiento en este sentido. Finalmente a la hora de producir cerveza es importante conocer el perfil de salida de la ósmosis y luego ajustar con minerales en caso que se requiera según el estilo de cerveza a elaborar. Algunas veces también se sugiere blendear agua filtrada con algún porcentaje de agua sin faltar, siempre en función de los objetivos del maestro cervecero.

Objetivos del ajuste de agua
pH en macerado: Entre 5.2 y 5.6 para conseguir una actividad efectiva de las enzimas amilasas, y una equilibrada extracción de compuestos de la malta y el lúpulo futuro. pH en agua de lavado: Entre 5 y 5.8 para reducir riesgos de extracción de polifenoles y silicatos (astringencia), y para mantener un equilibrio en el pH futuro en olla de hervor. Calcio en macerado: Para estabilizar amilasas y que puedan funcionar correctamente. Además para colaborar en el descenso del pH si hiciera falta. Bicarbonato en macerado: Para subir el pH en caso que el empaste lo haya bajado demasiado. Calcio en olla de hervor: Si tuviéramos problemas de clarificación tanto en el hervor como en la fermentación Magnesio es olla de hervor o en fermentador: Si detectáramos algún problema en el desarrollo de la fermentación.
Uso de piedra carbonatadora
Diciembre 2021 - Lic. Oddone Sebastián

Control temperatura Fermentación
Diciembre 2021 - Lic. Oddone Sebastián

Ajuste agua de lavado
Diciembre 2021 - Lic. Oddone Sebastián

Uso levadura Kveik
Diciembre 2021 - Lic. Oddone Sebastián

Amargor relativo hopstand
Octubre 2021 - Lic. Oddone Sebastián

Monoterpenos
Agosto 2021 - Lic. Oddone Sebastián
5° Parametro
Agosto 2021 - Lic. Oddone Sebastian
Zinc
Agosto 2021 - Lic. Oddone Sebastián
DMS
Agosto 2021 - Lic. Oddone Sebastián

Agregado de Calcio
Agosto 2021 - Lic. Oddone Sebastián

Qué pasa si no hago Mash Out
Julio 2021 - Lic. Oddone Sebastián
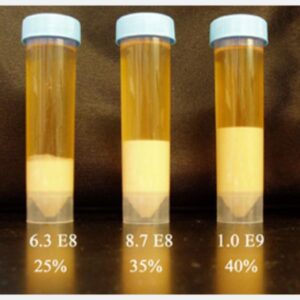
Técnica para reutilización
Julio 2021 - Lic. Oddone Sebastián
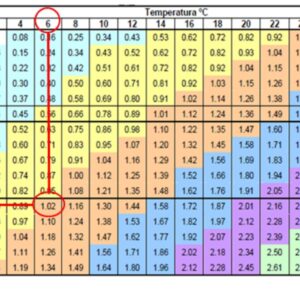
¿Qué significan los valores de la tabla?
Julio 2021 - Lic. Oddone Sebastián
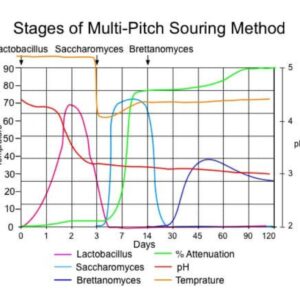
Fermentaciones mixtas
Julio 2021 - Lic. Oddone Sebastián

Cervezas nitrogenadas
Julio 2021 - Lic. Oddone Sebastián

Uso de envases PET
Julio 2021 - Lic. Oddone Sebastián
Todos contra la alcalinidad
Julio 2021 - Lic. Oddone Sebastián

Top Cropping
Junio 2021 - Lic. Oddone Sebastián

Cervezas fuera de estilo
Junio 2021 - Lic. Oddone Sebastián
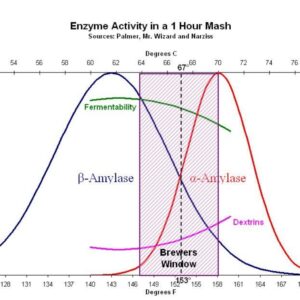
OSA, INA...ASA
Junio 2021 - Lic. Oddone Sebastián
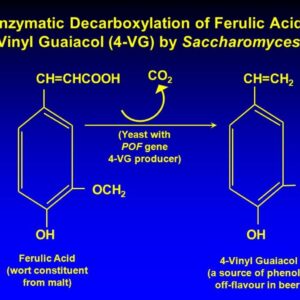
Que son las levaduras POF+
Junio 2021 - Lic. Oddone Sebastián

Acidez titulable vs pH
Junio 2021 - Lic. Oddone Sebastián

Receta Agua tónica
Junio 2021 - Lic. Oddone Sebastián

Volcán de lúpulo
Junio 2021 - Lic. Oddone Sebastián
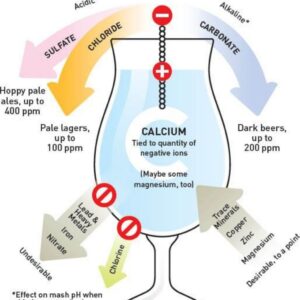
¿Qué sal de calcio aplicar?
Junio 2021 - Lic. Oddone Sebastián
La cerveza adelgaza
Mayo 2021 - Lic. Oddone Sebastián
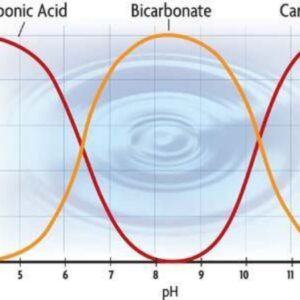
La alcalinidad es una esponja
Mayo 2021 - Lic. Oddone Sebastián

Densidad final
Mayo 2021 - Lic. Oddone Sebastián
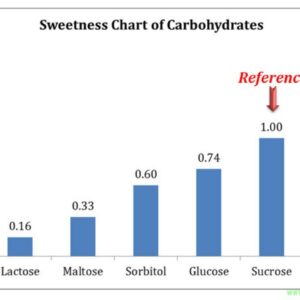
Dulzor relativo
Mayo 2021 - Lic. Oddone Sebastián

Cerveza picante
Mayo 2021 - Lic. Oddone Sebastián

Cuanta miel agregar
Mayo 2021 - Lic. Oddone Sebastián

5 claves para mejorar la cerveza
Mayo 2021 - Lic. Oddone Sebastián

El color de la cerveza
Abril 2021 - Lic. Oddone Sebastián

Hop Stand
Abril 2021 - Lic. Oddone Sebastián

Dip Hopping
Abril 2021 - Lic. Oddone Sebastián

Retencion de espuma
Abril 2021 - Lic. Oddone Sebastián

Barrido de CO2
Abril 2021 - Lic. Oddone Sebastián

Equipo todo en uno
Abril 2021 - Lic. Oddone Sebastián

Dry Hop
Marzo 2021 - Lic. Oddone Sebastián

Oxidación del lado caliente
Marzo 2021 - Lic. Oddone Sebastián

Maceración por Decocción
Marzo 2021 - Lic. Oddone Sebastián

Diacetilo
Marzo 2021 - Lic. Oddone Sebastián

Uso de nueces
Marzo 2021 - Lic. Oddone Sebastián

Maltas osucras
Marzo 2021 - Lic. Oddone Sebastián

Receta refresco de Malta
Febrero 2021 - Lic. Oddone Sebastián

Biotransformación de lúpulo
Febrero 2021 - Lic. Oddone Sebastián

Ácido peracetico
Febrero 2021 - Lic. Oddone Sebastián

Frutas en cerveza
Febrero 2021 - Lic. Oddone Sebastián

Actores que regulan el pH
Febrero 2021 - Lic. Oddone Sebastián

¿Qué es un starter?
Febrero 2021 - Lic. Oddone Sebastián
Efecto crabtree
Enero 2021 - Lic. Oddone Sebastián

Levaduras y atenuación
Enero 2021 - Lic. Oddone Sebastián
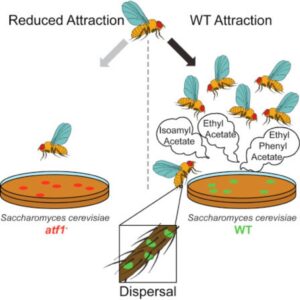
Levaduras y esteres
Enero 2021 - Lic. Oddone Sebastián

Cervezas NABLAB
Enero 2021 - Lic. Oddone Sebastián

Agregado de azúcar en cocción
Enero 2021 - Lic. Oddone Sebastián

Carbonatación natural
Enero 2021 - Lic. Oddone Sebastián

Hard seltzer
Diciembre 2020 - Lic. Oddone Sebastián

Referencias sobre sour
Diciembre 2020 - Lic. Oddone Sebastián
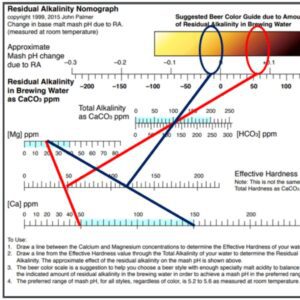
Nomograma de palmer
Diciembre 2020 - Lic. Oddone Sebastián

Kettle sour
Diciembre 2020 - Lic. Oddone Sebastián

Dry hoppig y amargor
Diciembre 2020 - Lic. Oddone Sebastián
Lachancea spp.
Diciembre 2020 - Lic. Oddone Sebastián
Acido fosfórico
Diciembre 2020 - Lic. Oddone Sebastián

Oxigenación del mosto
Diciembre 2020 - Lic. Oddone Sebastián
Oxidación de la cerveza
Diciembre 2020 - Lic. Oddone Sebastián
